Тип: АСУ ТП «Под ключ» Продолжительность работ: с 04.2019 до 08.2019
- разработка проектной документации на АСУ ТП
- разработка программного обеспечения на АСУ ТП
- сборка щитов управления и пневматических щитов
- монтаж оборудования КИП, прокладка кабельных трас и укладка кабельно-проводниковой продукции
- подключение оборудования
- наладка и сдача в эксплуатацию АСУ ТП

















Целью модернизации системы АСУ ТП линии приготовления и фасовки сухих строительных смесей было улучшение эксплуатационных свойств линии, а именно: точности взвешивания компонентов при формировании рецептов, гибкости и простоты при создании новых и редактировании существующих рецептов, точность фасовки, учет компонентов и готовых смесей, а также централизованный контроль с места оператора работы всей технологической цепочки (состояние механизмов, наполненность бункеров компонентов, наличие воздуха в магистрали и тд. тп.)
Детальное описание системы:
1. Краткое описание технологической части.
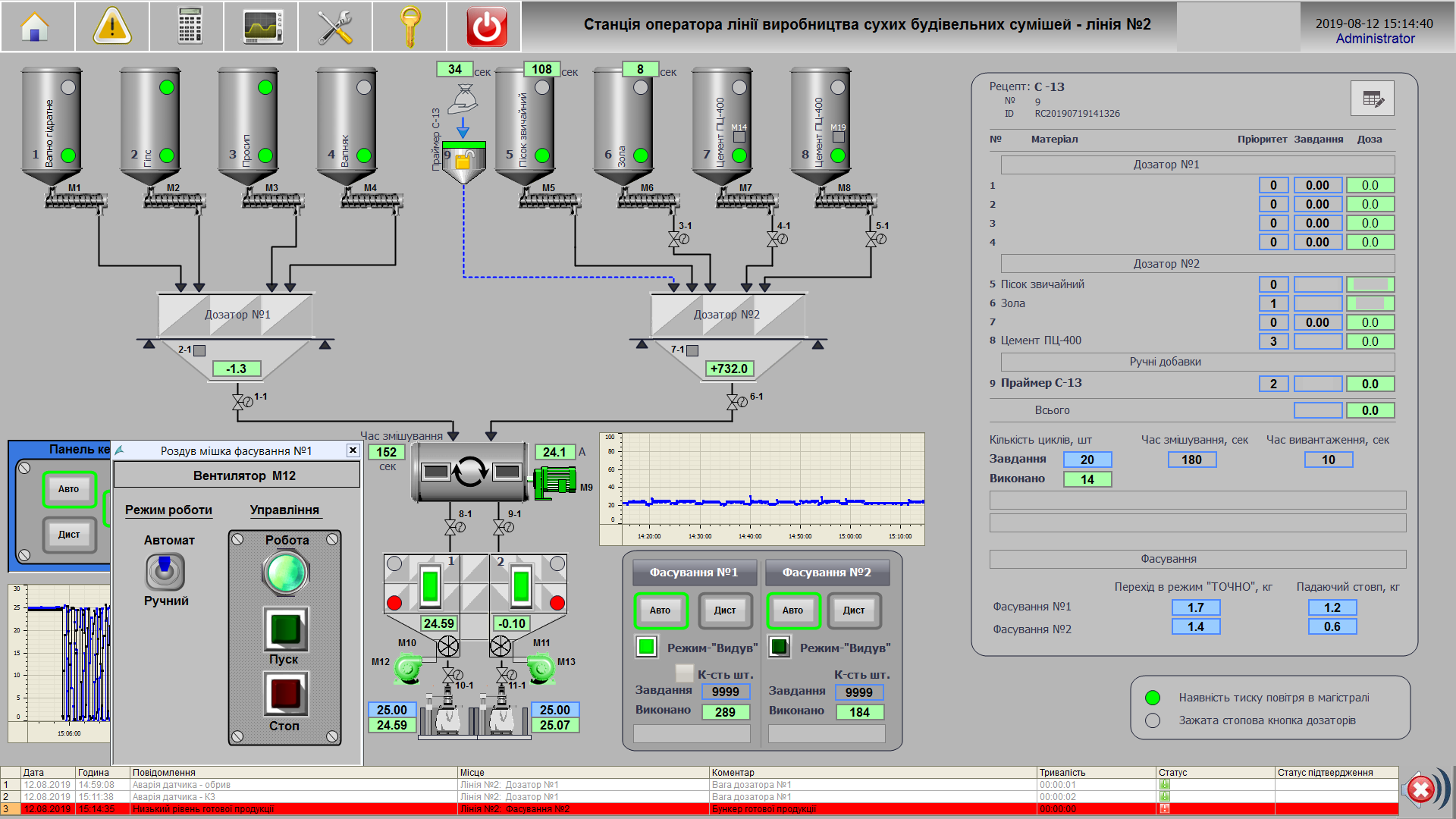
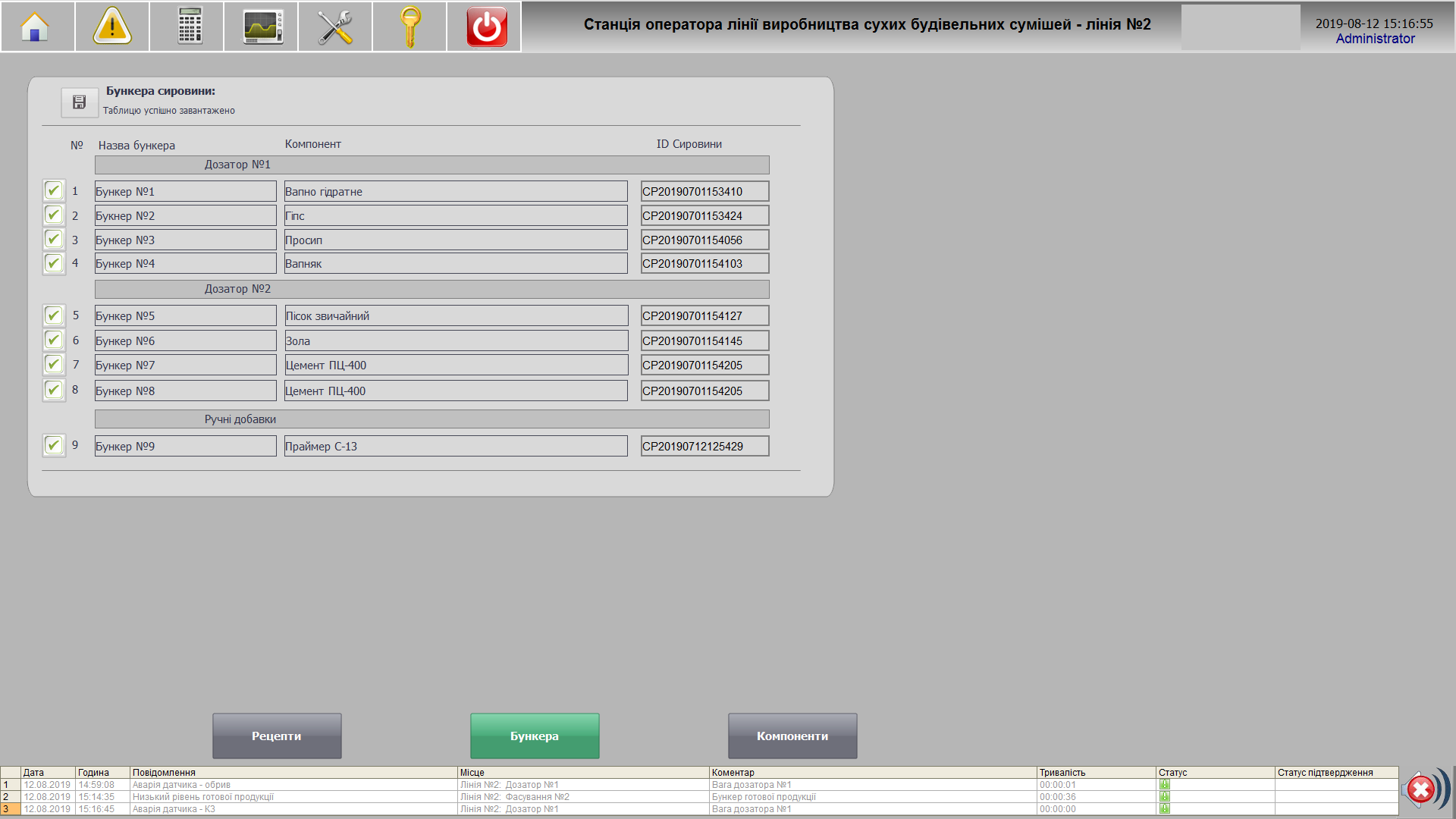
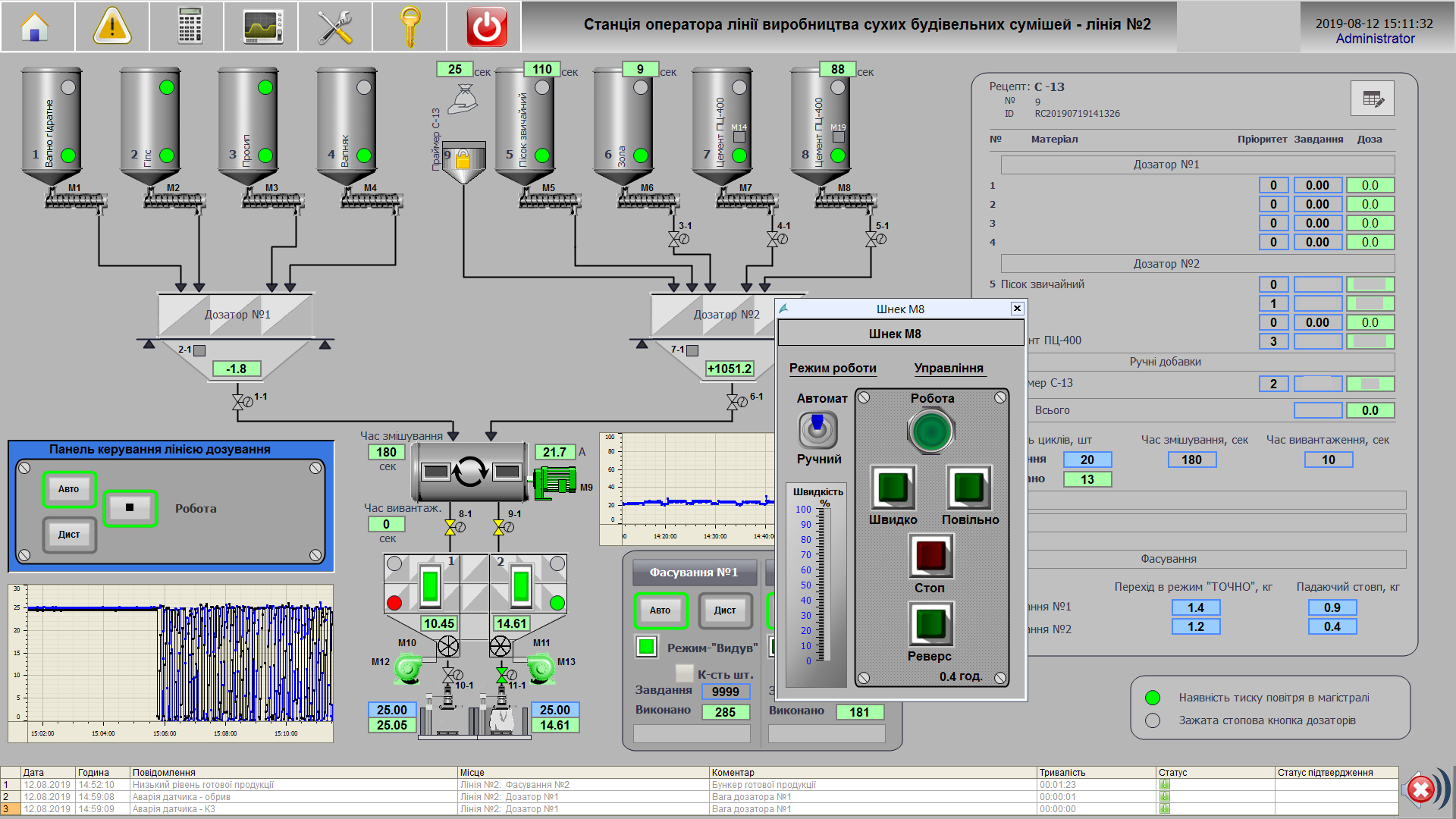
Технологическая линия состоит из 8-ми накопительных бункеров, двух дозаторов, смесителя и фасовки. Из под накопительных бункеров посредством шнеков компоненты попадают на весы -дозатор. Компонентами для весов — дозатора №1 (до 250 кг) являются: гипс, известь, известняк, просыпи. Для весов — дозатора №2 (до 1100 кг): цемент (2 бункера), песок, зола. Микродобавки подаются в ручную. Взвешенные порции компонентов из весов попадают в смеситель где и подготавливается смесь согласно выбраного рецепта. Замес сбрасывается в бункер готовой продукции из которого происходит фасовка в мешки. Ленточный транспортер подает разфасованую продукцию в склад.
2. Описание функций АСУ ТП:
Функции АСУ ТП:
АСУ ТП линии приготовления и фасовки сухих строительных смесей обеспечивает:
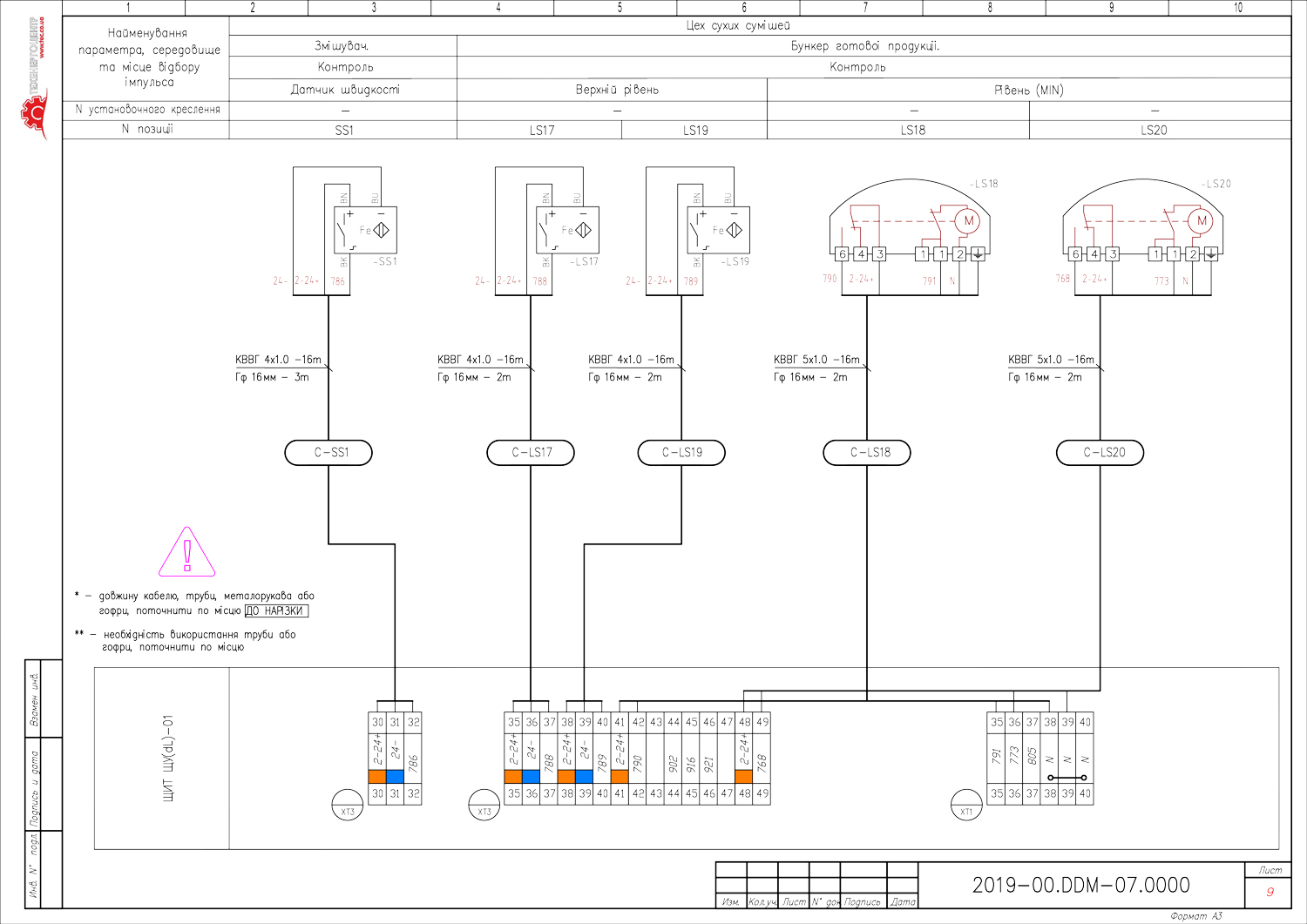
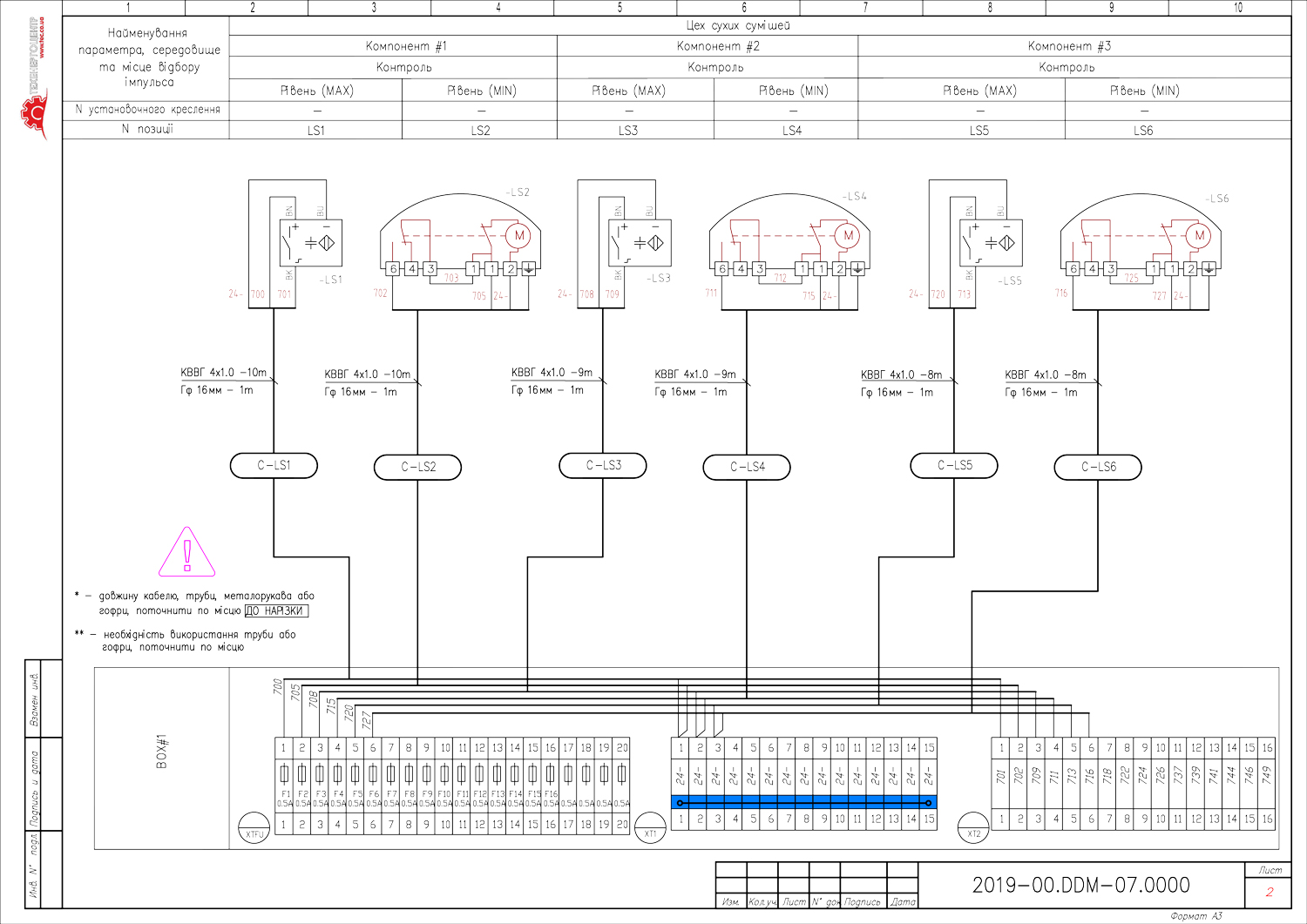
- контроль уровня компонентов в приемных бункерах (верхний / нижний);
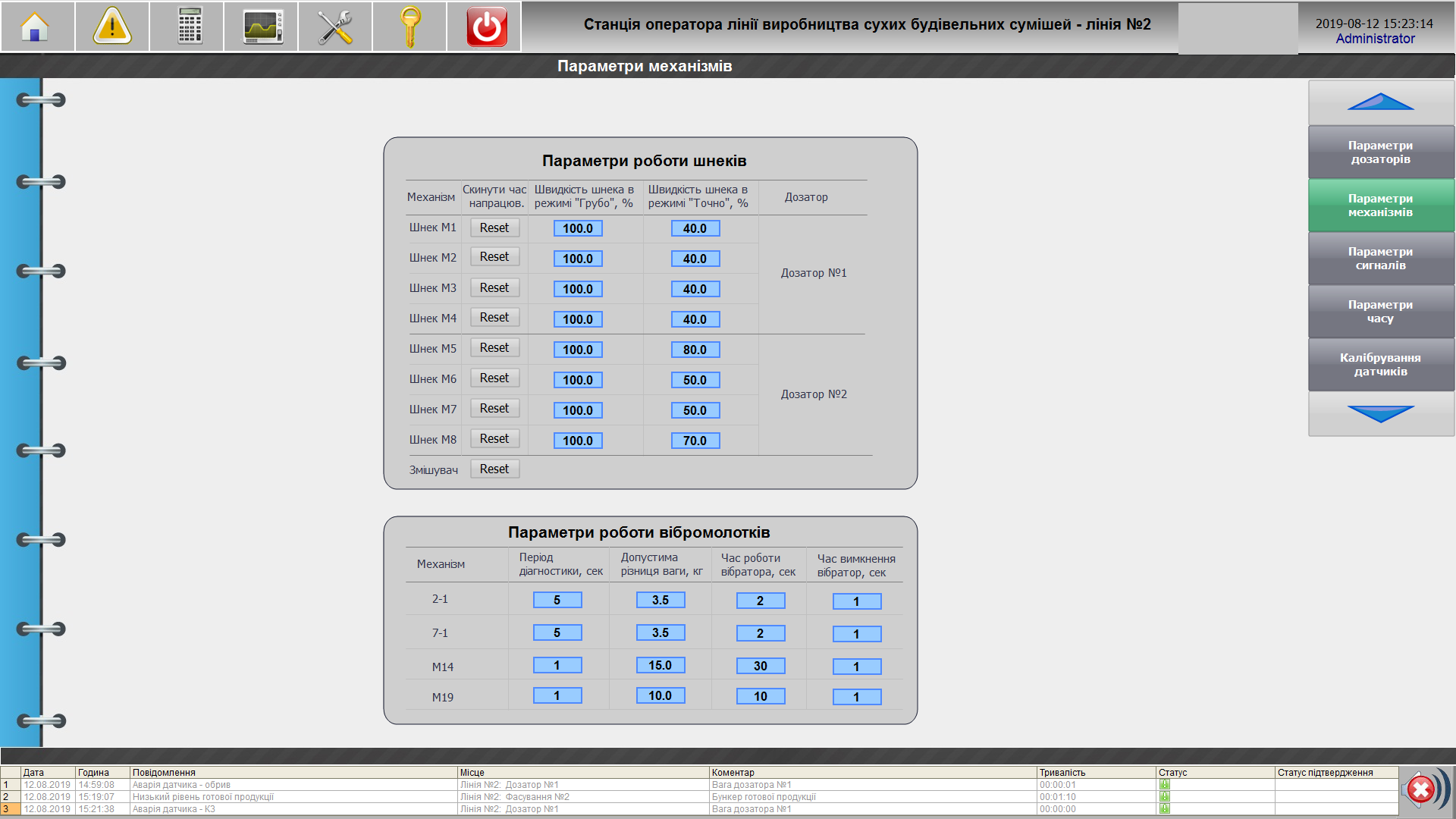
- контроль состояния и управление шнеками подачи компонентов;
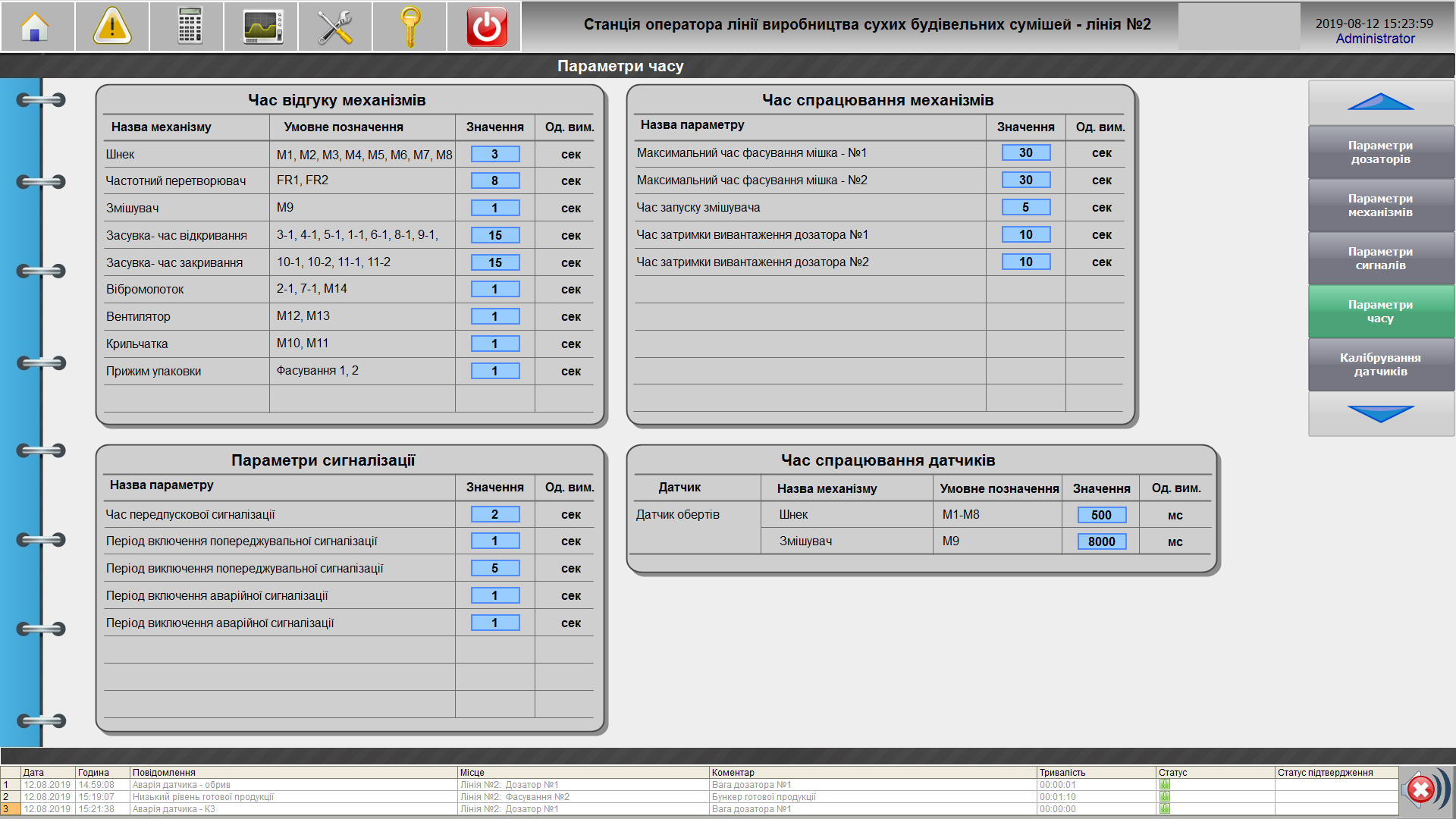
- контроль оборотов и регулирование оборотов шнеков подачи компонентов;
- контроль срабатывания кнопки аварийной остановки подачи компонентов на весы-дозаторы №1 и №2;
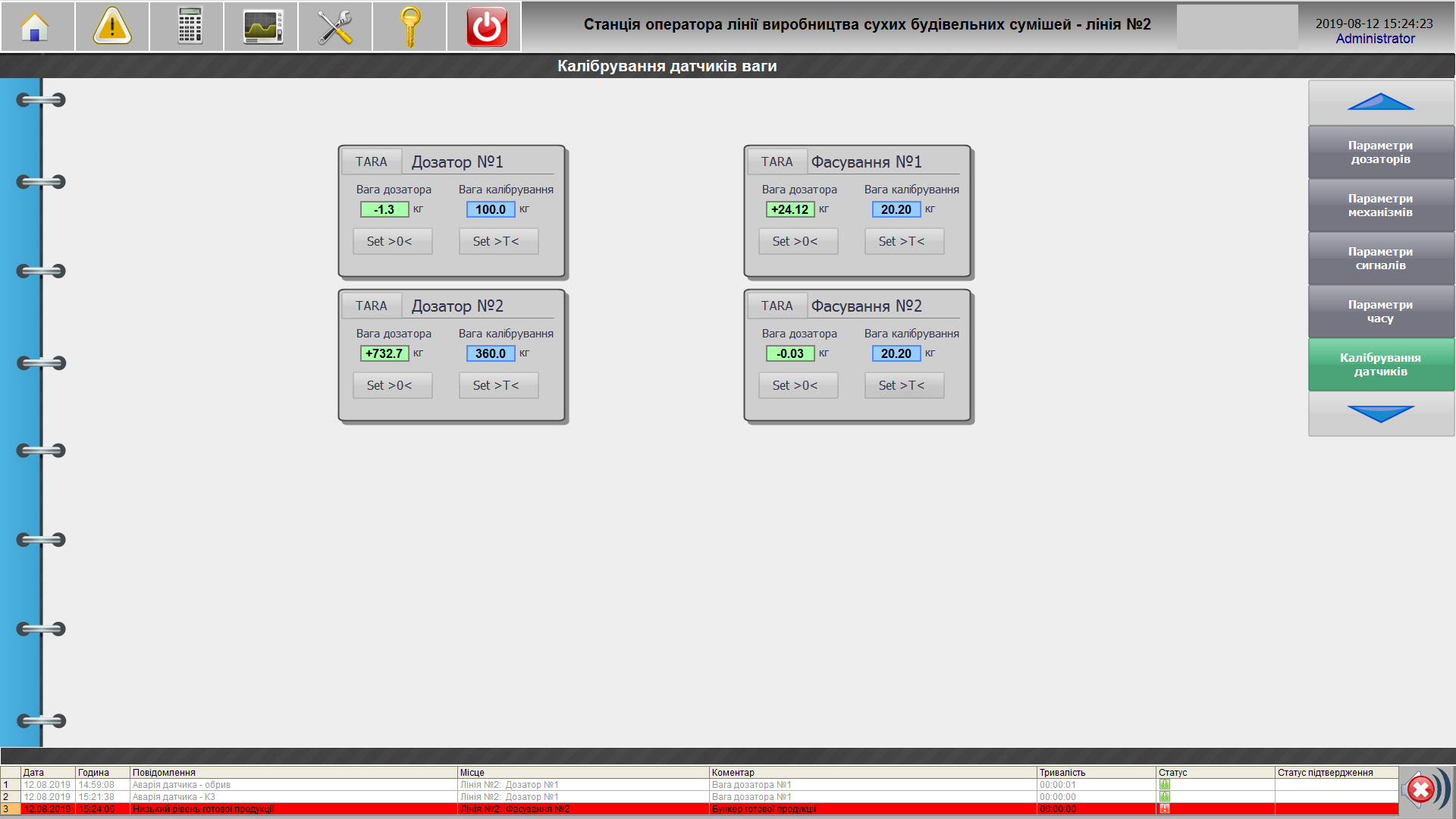
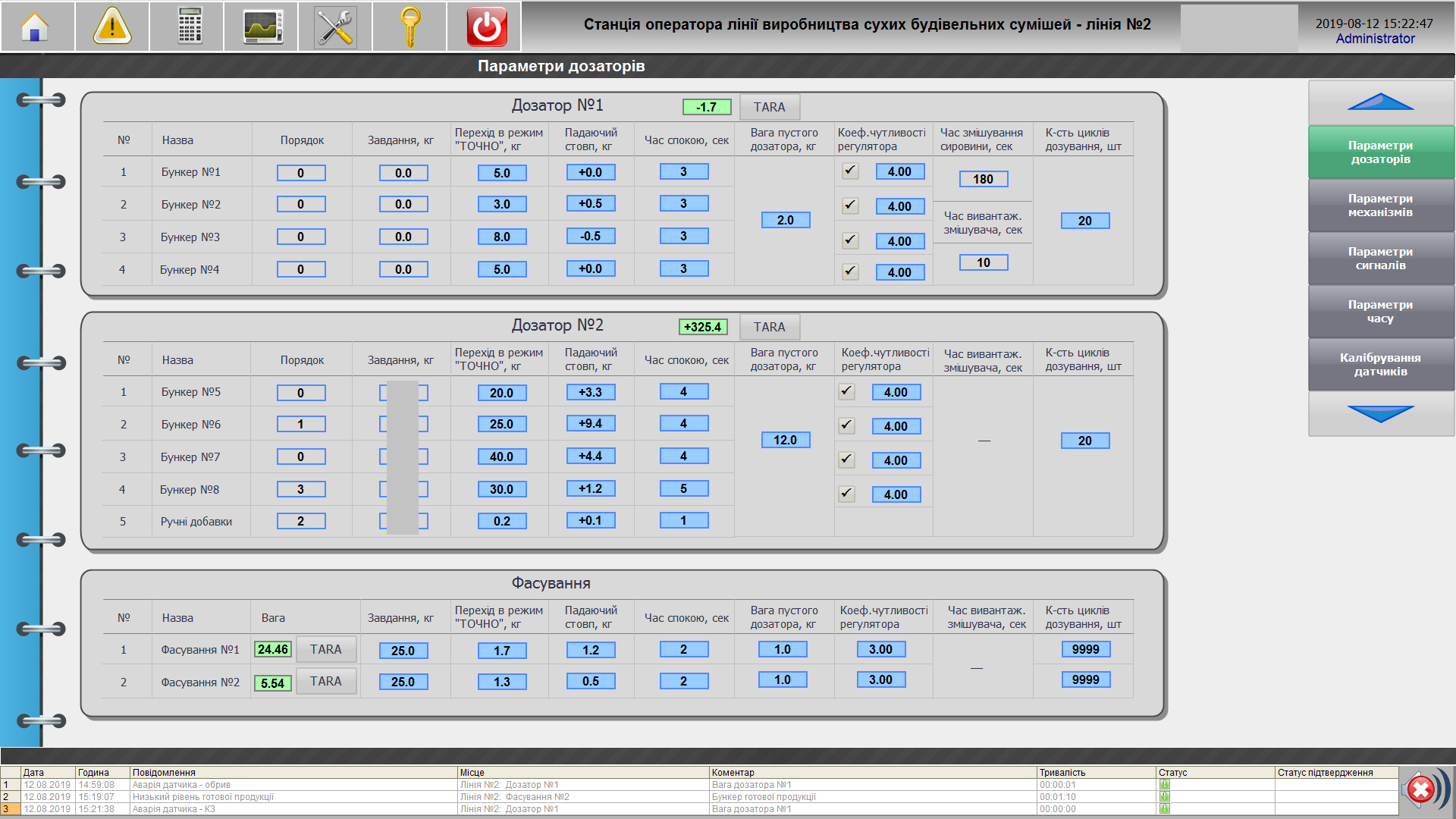
- контроль порции компонента на весах-дозаторе №1;
- контроль порции компонента на весах-дозаторе №2;
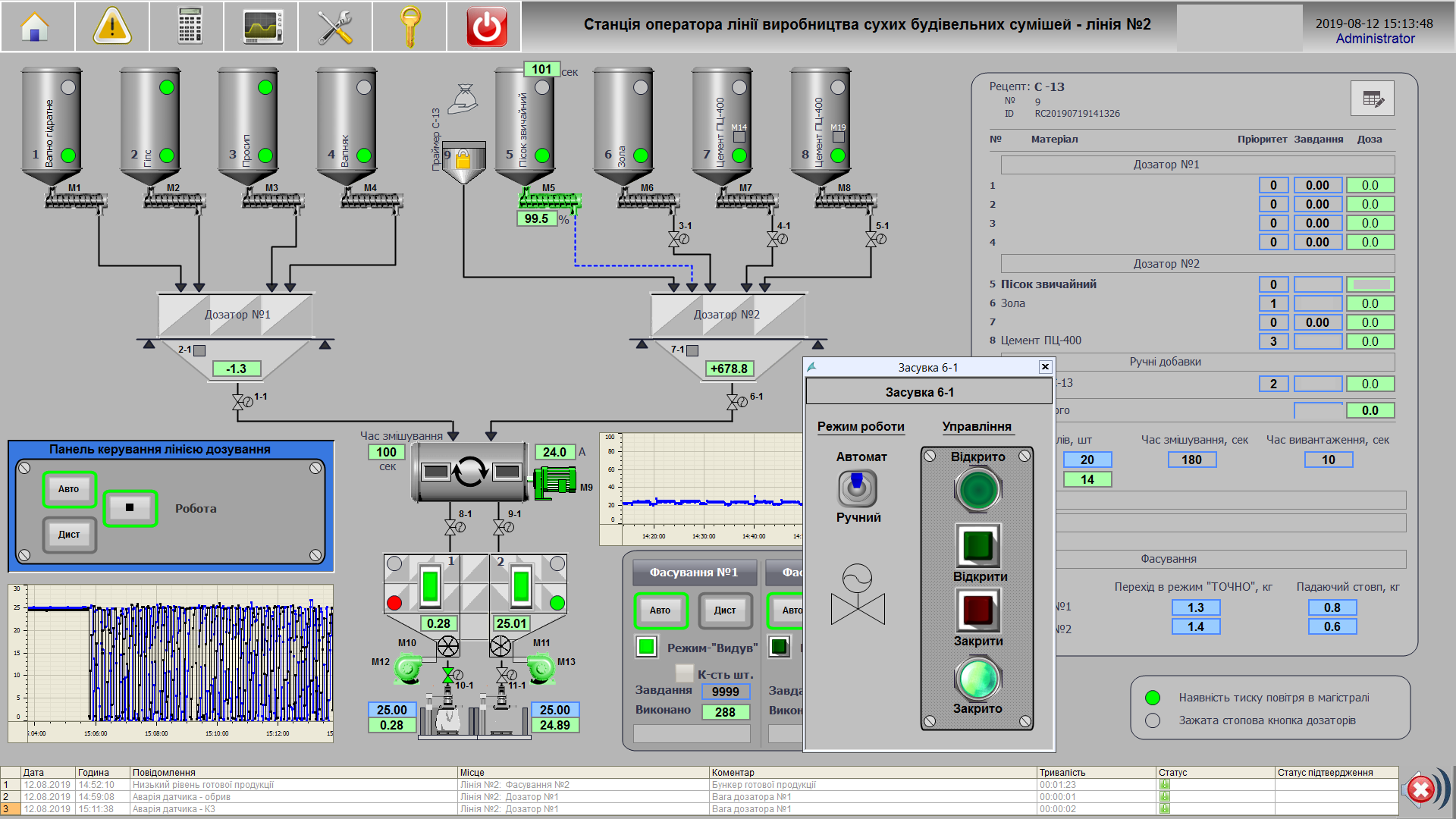
- контроль положения и управление шибером разгрузки дозатора №1;
- контроль положения и управление шибером разгрузки дозатора №2;
- контроль открытия люка бункера ручных добавок;
- сигнализация о необходимости внесения ручных добавок;
- управление работой пневмомолотков;
- контроль состояния и управление смесителем;
- контроль вращения вала смесителя;
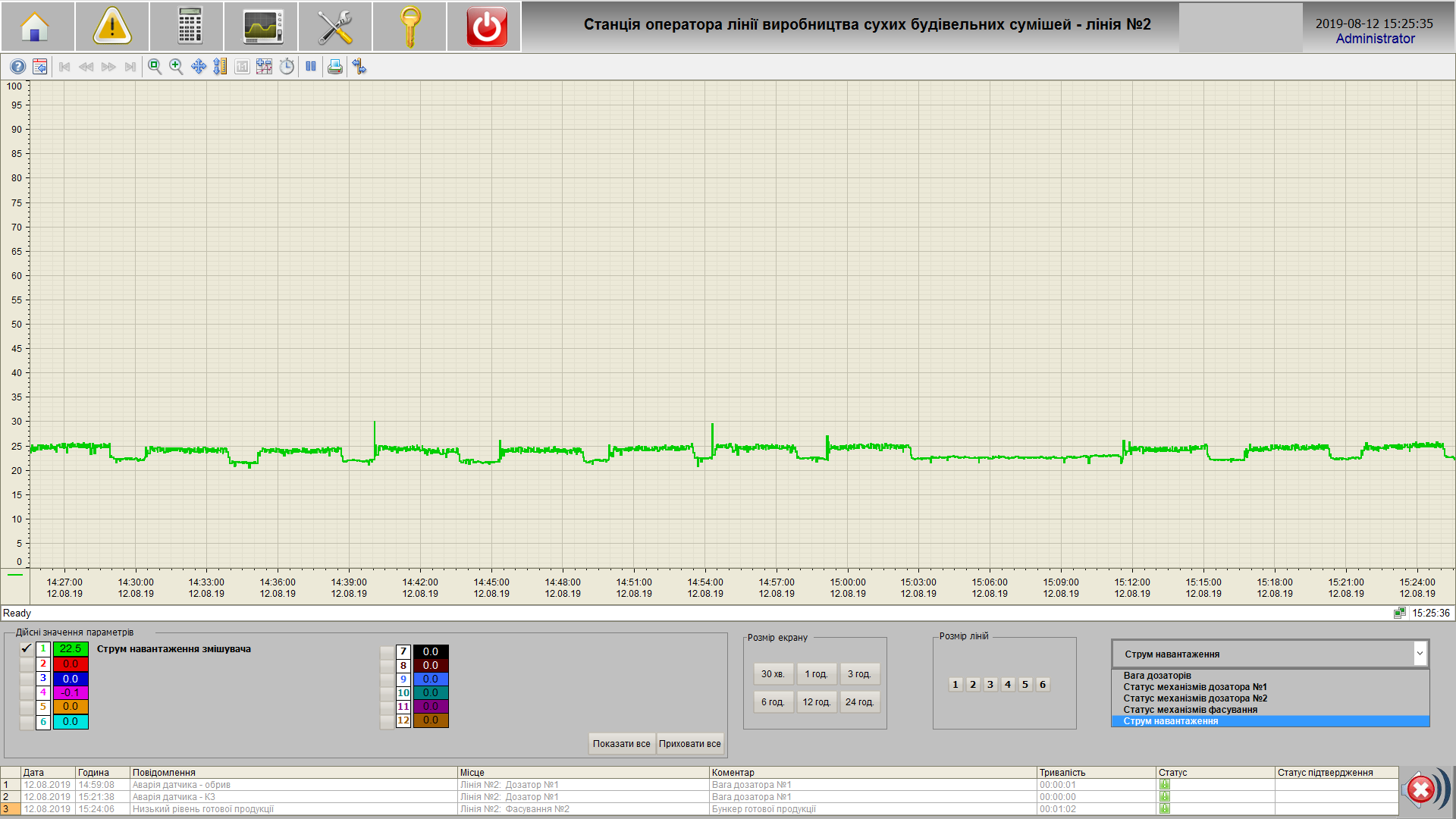
- контроль нагрузки на валу смесителя;
- контроль срабатывания кнопки аварийной остановки смесителя;
- контроль положения и управление шибером разгрузки №1 смесителя;
- контроль положения и управление шибером разгрузки №2 смесителя
- контроль уровня готовой продукции в бункере (верхний / нижний);
- контроль состояния и управление крыльчаткой фасовки №1;
- контроль состояния и управление крыльчаткой фасовки №2;
- контроль положения и управление шибером «грубо-точно» фасовки №1;
- контроль положения и управление шибером «грубо-точно» фасовки №2;
- контроль положения и управление цилиндром «прижим мешка» фасовки №1;
- контроль положения и управление цилиндром «прижим мешка» фасовки №2;
- контроль веса порции в мешок фасовки №1;
- контроль веса порции в мешок фасовки №2;
- управление раздувом мешка фасовки №1;
- управление раздувом мешка фасовки №2;
- контроль наличия давления воздуха в магистрали;
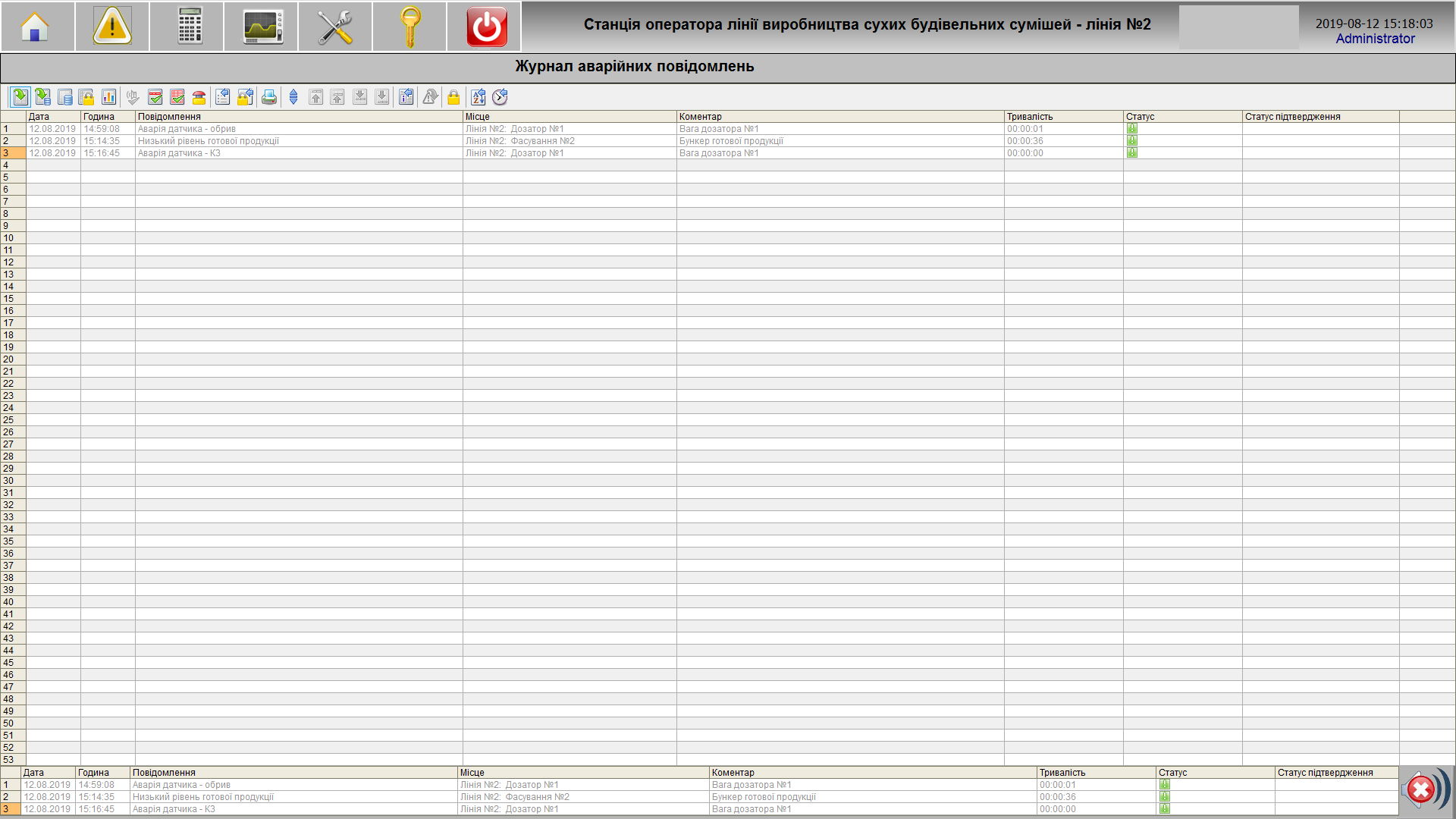
- визуальная сигнализация аварий и поломок.
Программные функции АСУ ТП:
-
- Функция адаптивной настройки параметров дозирования обеспечивает максимальную точность дозирования компонентов а также фасовки готовой продукции. Эта функция обеспечивается алгоритмом который анализирует текущие данные взвешивания и автоматически вносит корректировку в параметры настроек.
-
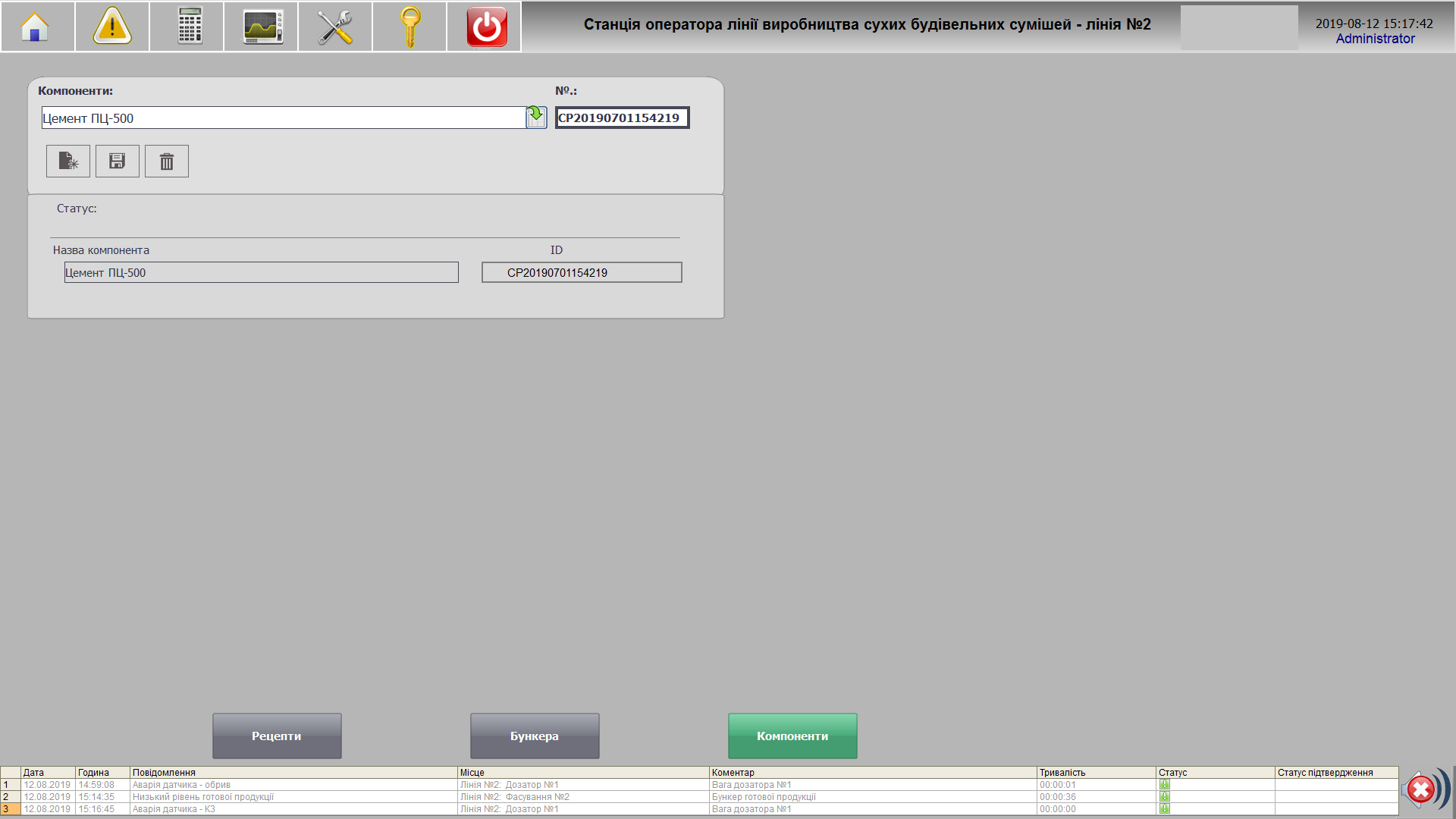
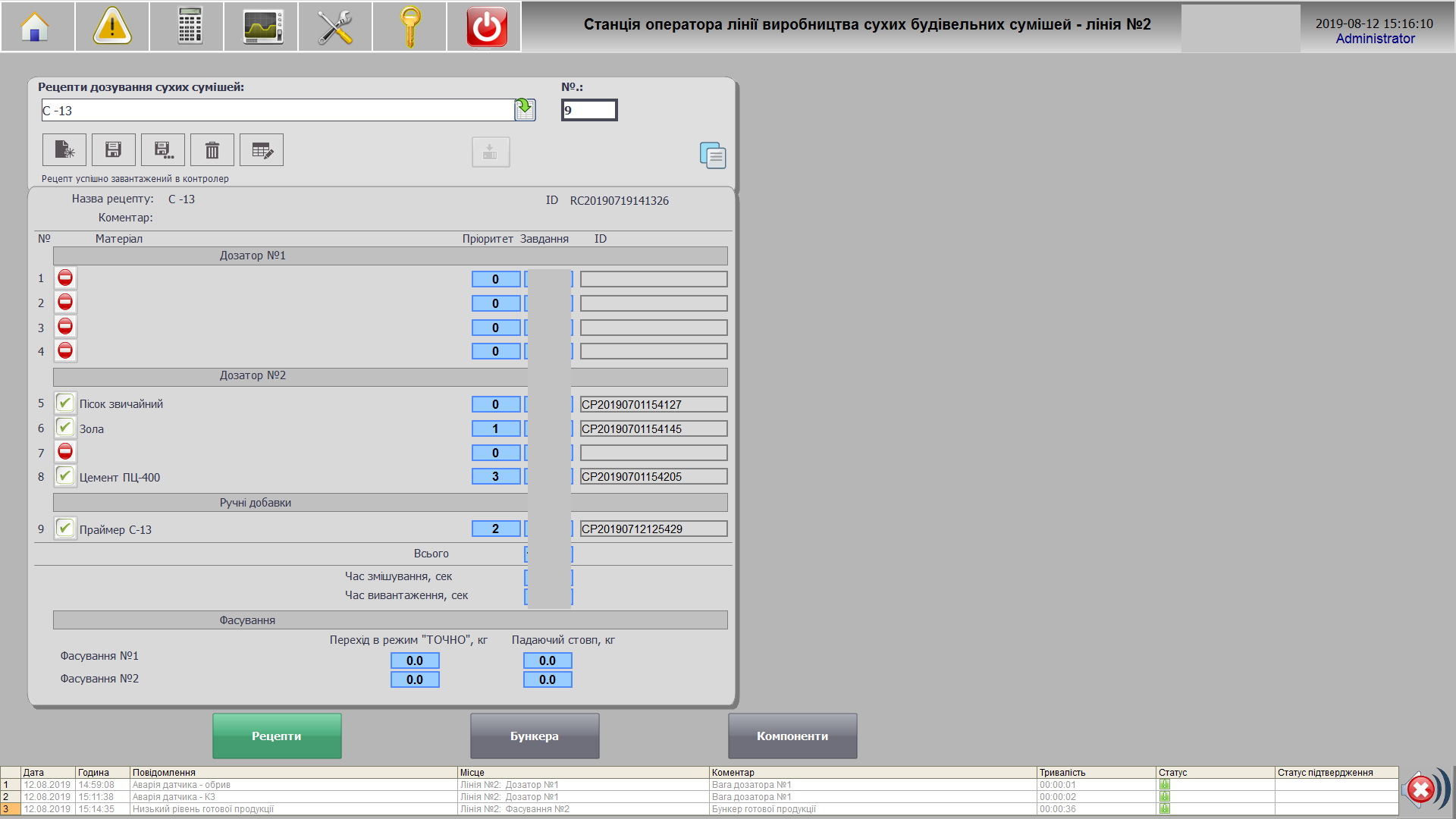
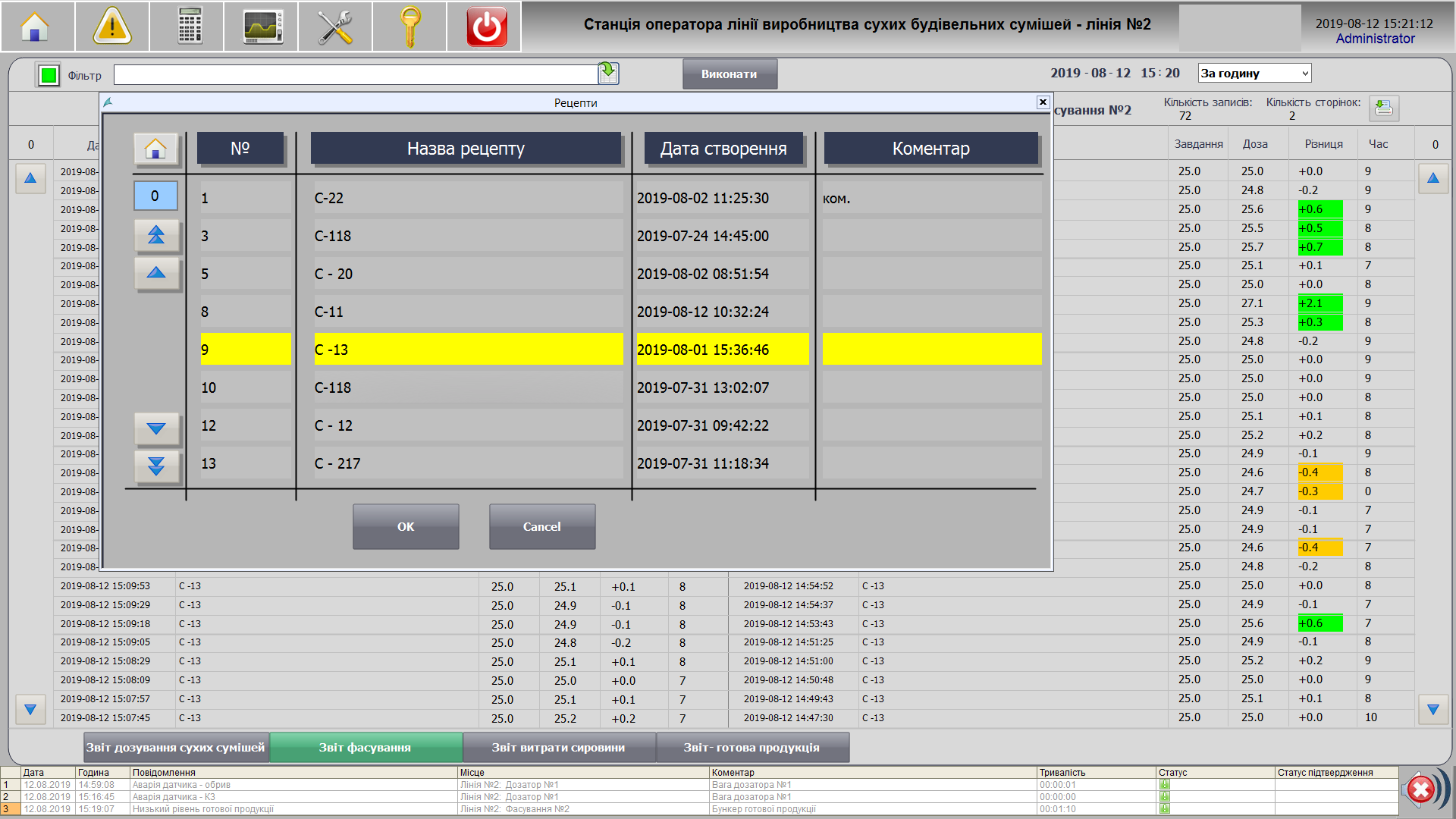
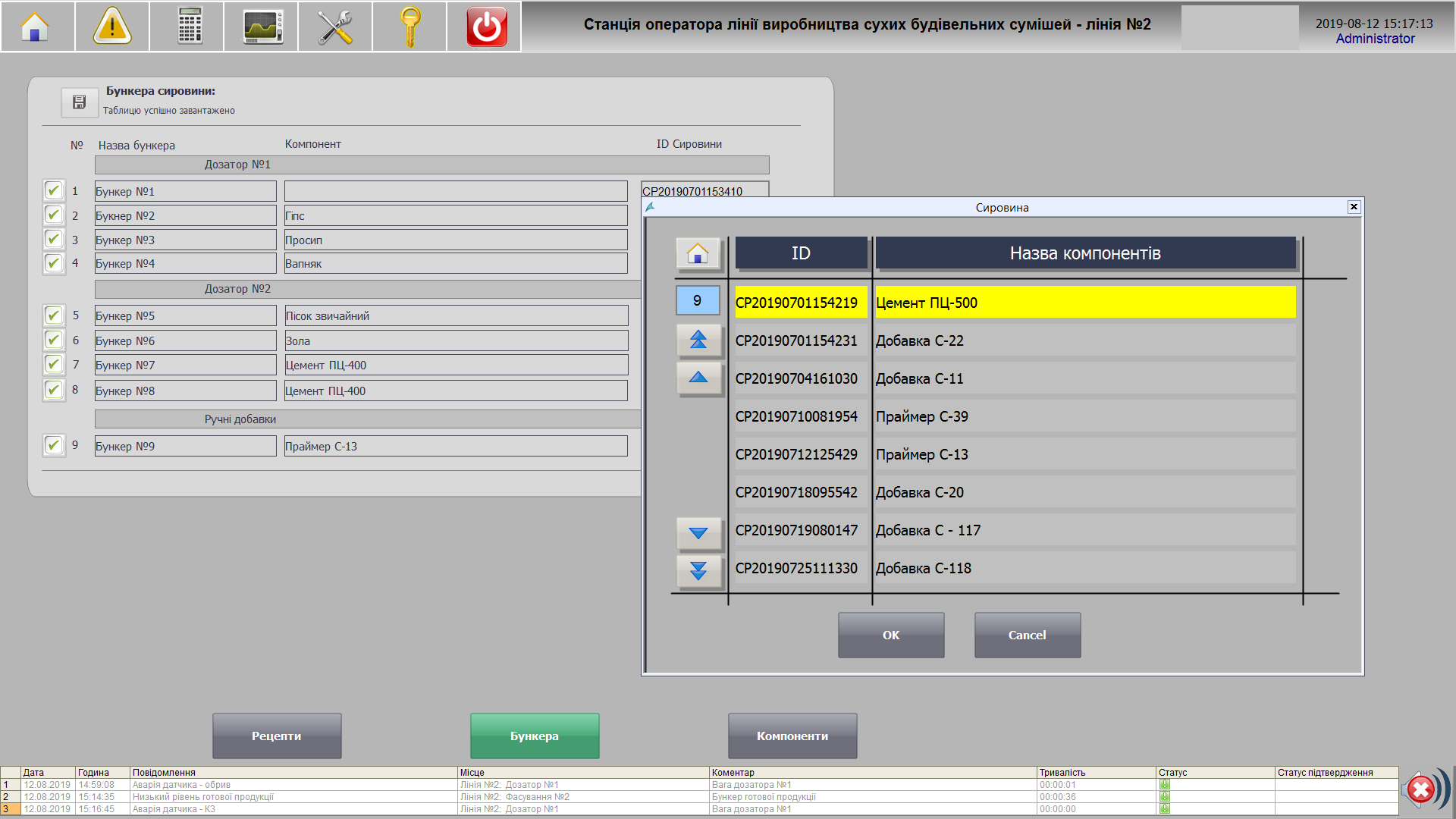
- Рецепты:
- Функция верификации рецептов позволяет персоналу избежать ошибок как при создании рецептов так и при загрузке рецептов в производство. Осуществляется проверка необходимых условий: наличие сырья, порядок дозирования, корректность задания.
- Функции учета:
- Рецепты:
-
- Учет процесса многокомпонентного дозирования с фиксацией времени дозирования, точности дозирования, названия рецепта;
- Учет процесса фасовки с фиксированием времени фасовки, точности и рецептуры;
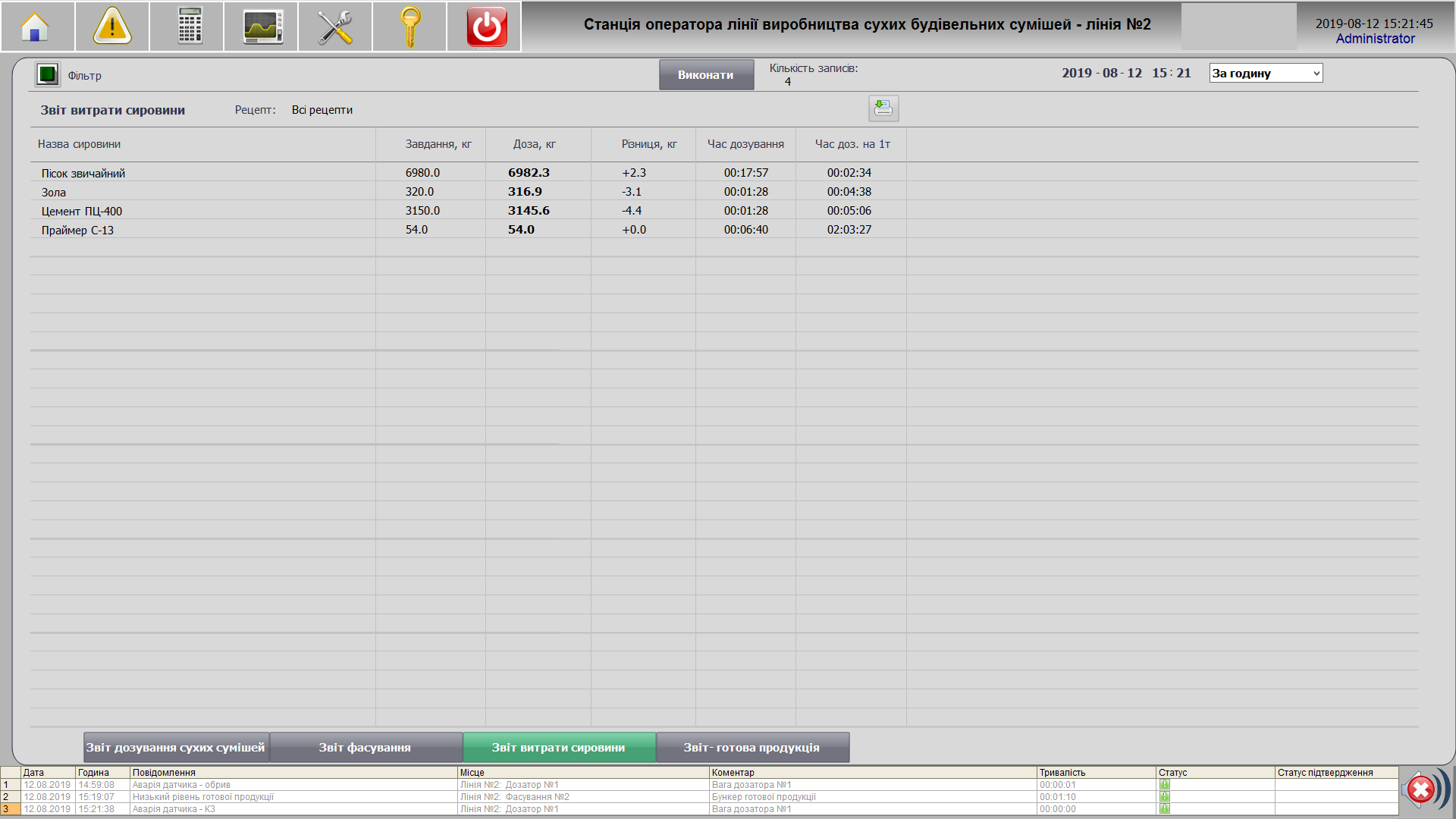
- Учет расхода сырья в разрезе времени: за час, смену, месяц;
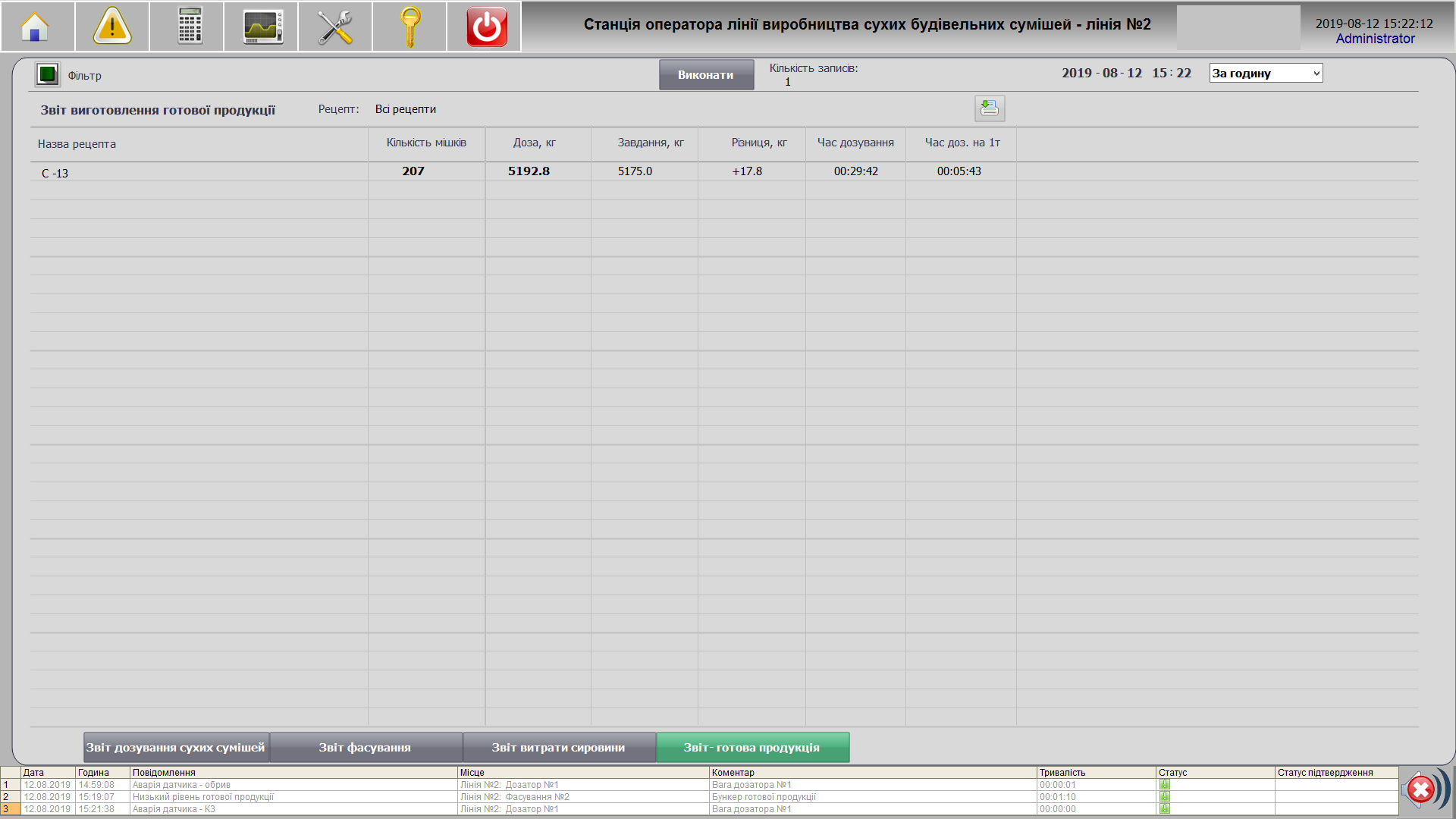
- Учет готовой продукции в разрезе: за час, смену, месяц;
- Учет работы оборудования: моточасы, фиксация аварийных событий.
3. Аппаратная часть системы.
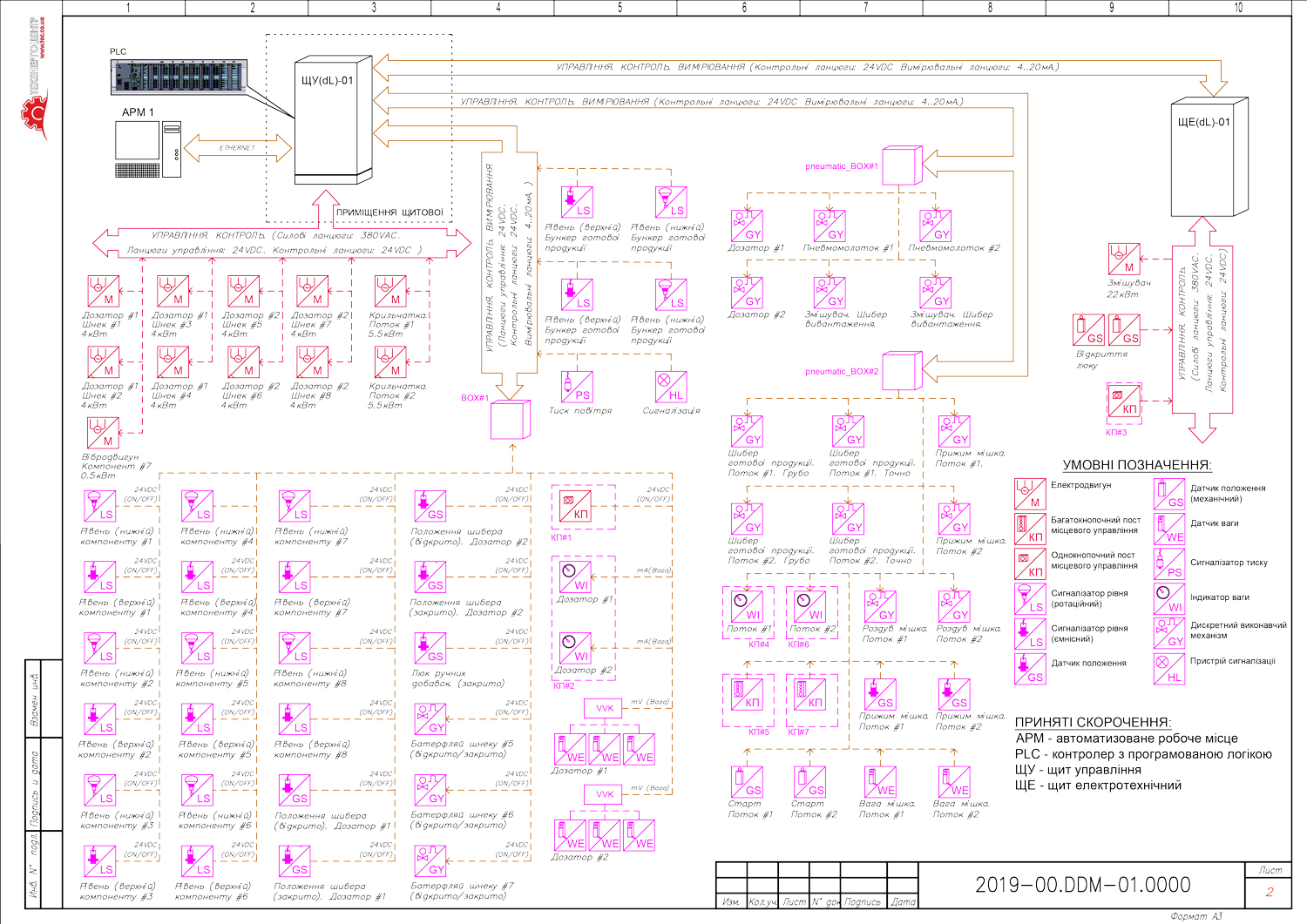
Для выполнения функций и задач АСУ ТП, управления оборудованием и сбора технологической информации был разработан щит управления ЩУ(dl)-01, щит электротехнический ЩЕ(dl)-01, а также два вспомогательных пневматических щита pneumatic_BOX#1, pneumatic_BOX#2 и один кроссовый BOX#1.
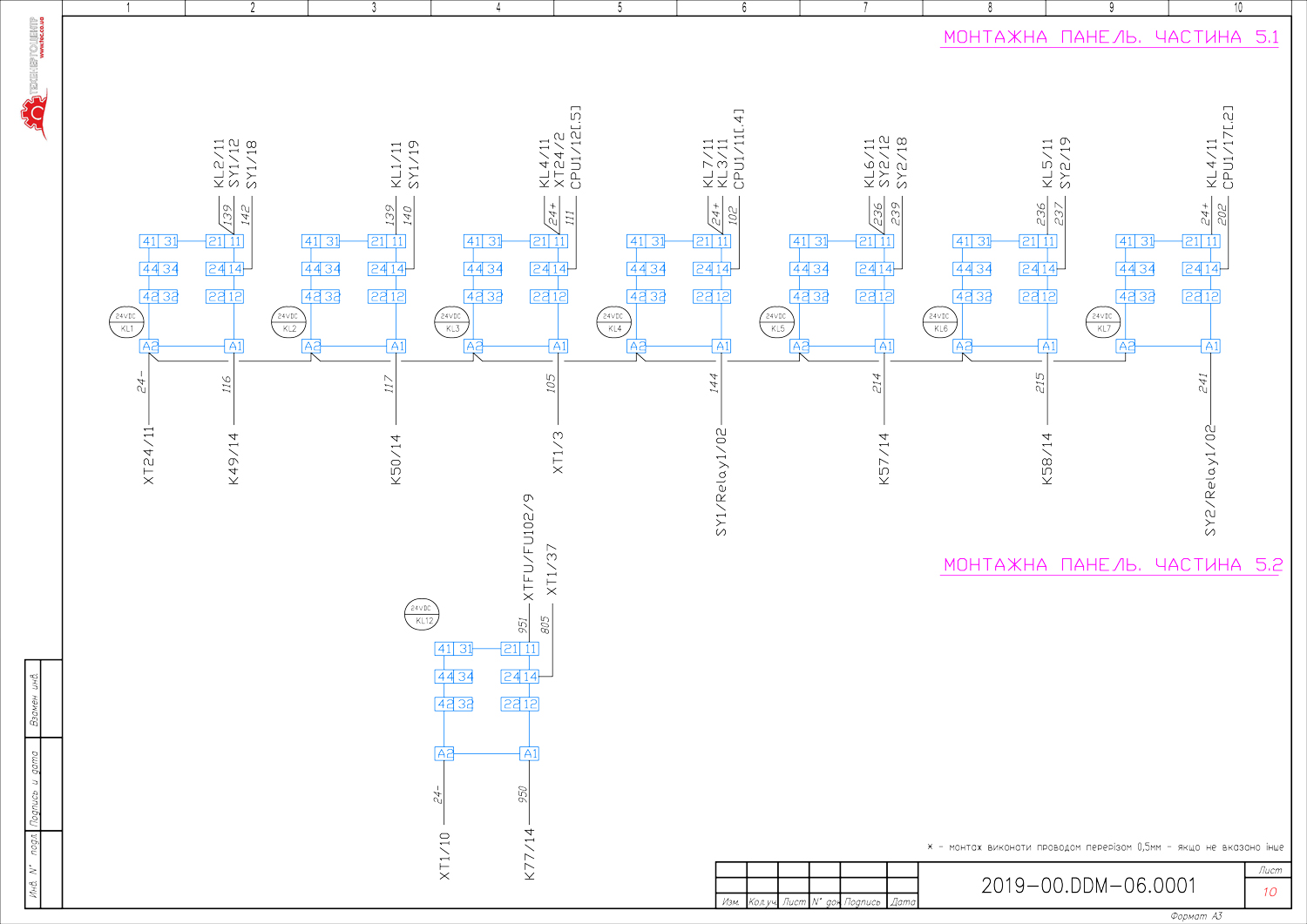
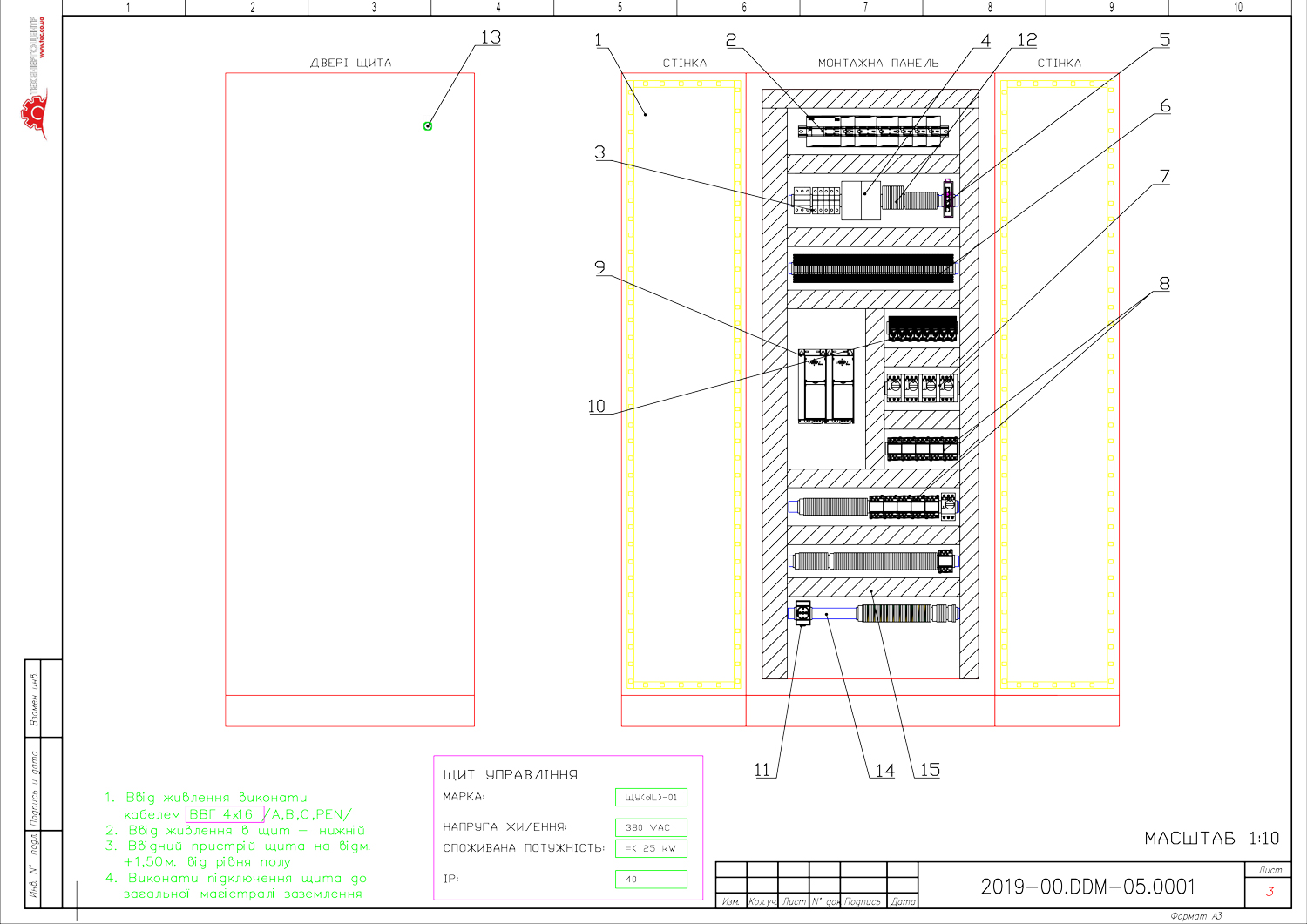
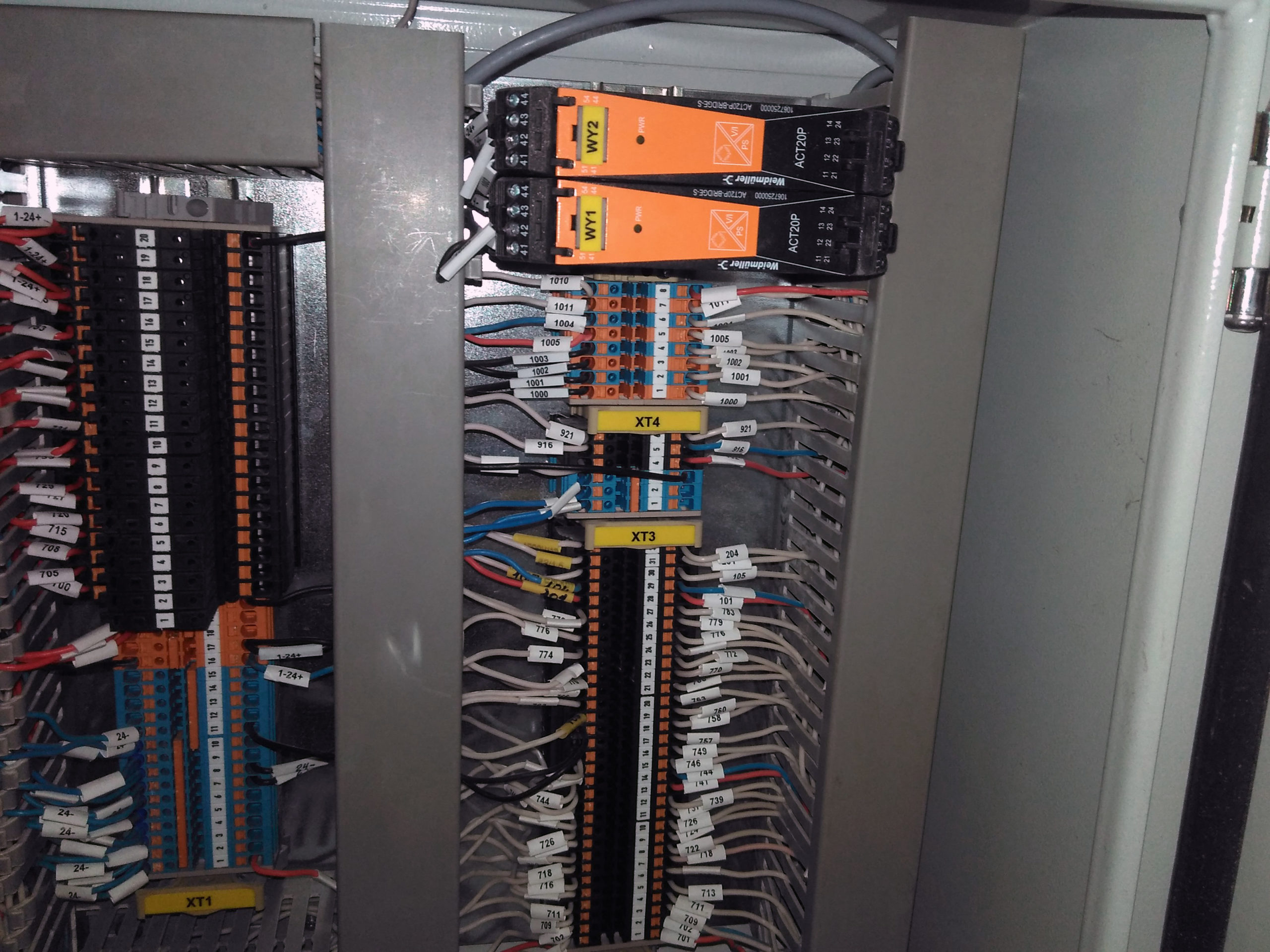
3.1. Щит управления ЩУ(dl)-01.
Щит управления ЩУ(dl)-01 оборудован ПЛК (PLC) и обеспечивает работу систем управления в автоматическом режиме. Собирает и анализирует информацию о состоянии технологического оборудования, контролирует технологические параметры работы установки, выполняет алгоритмические задачи дозирования, транспортировки и фасовки. Щит управления является нестандартным оборудованием, выполненным для решения конкретных задач на конкретной установке.
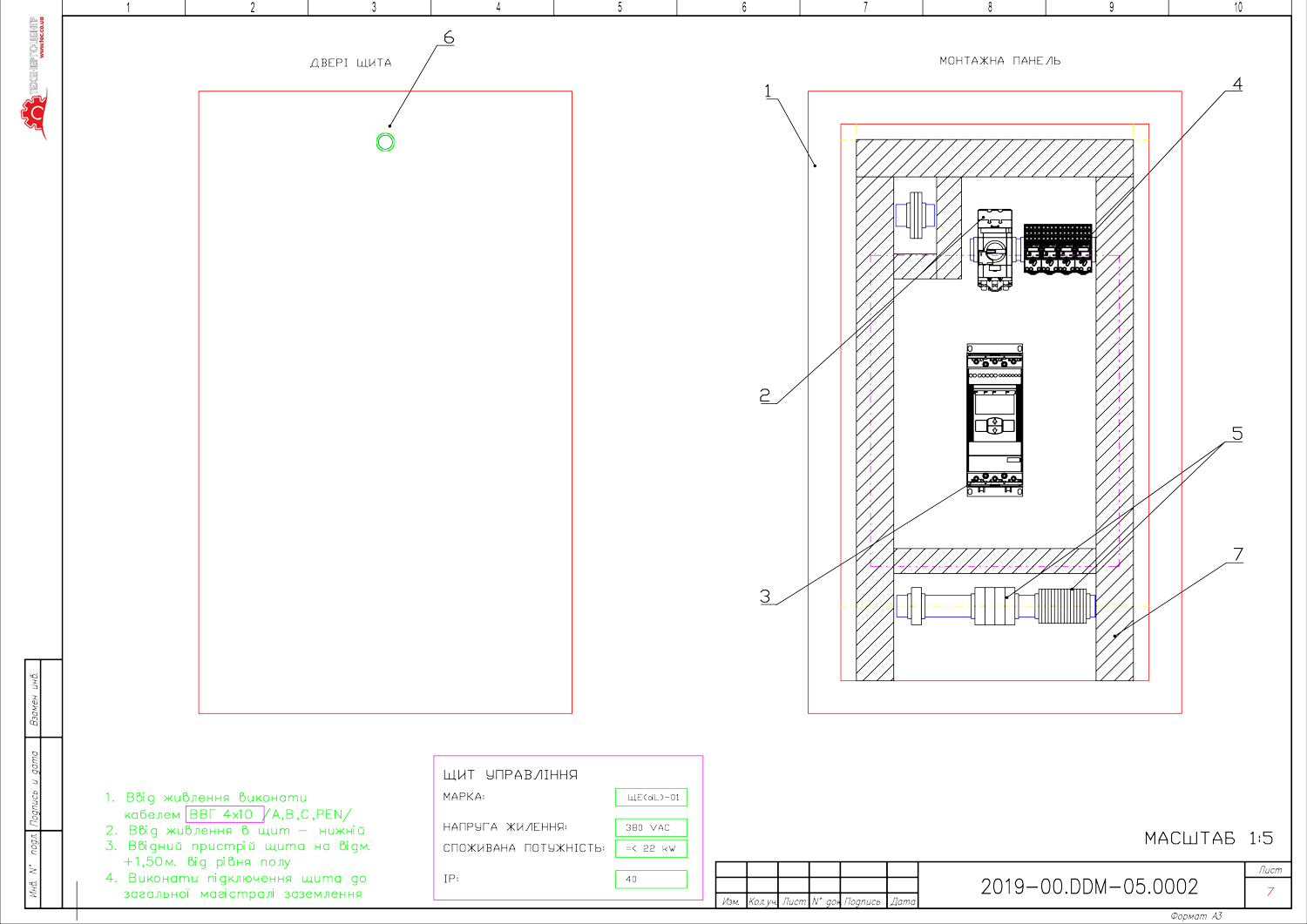
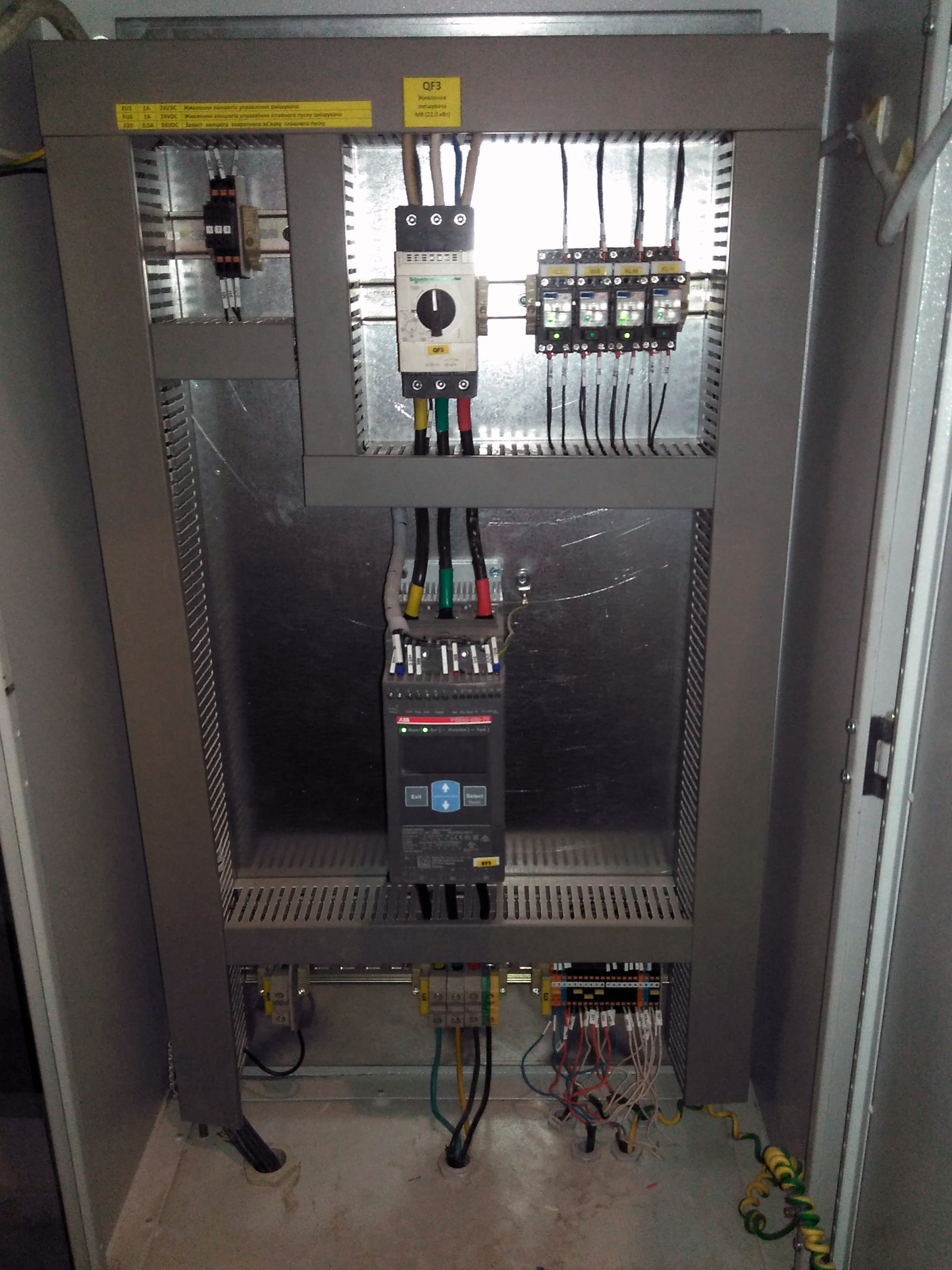
3.2. Щит электротехнический ЩЕ(dl)-01.
Щит электротехнический ЩЕ(dl)-01 оборудован устройством плавного пуска и служит для введения и распределения электроэнергии, а также необходим для обеспечения защиты привода смесителя. Щит является нестандартным оборудованием, выполненным для решения конкретных задач на конкретной установке.
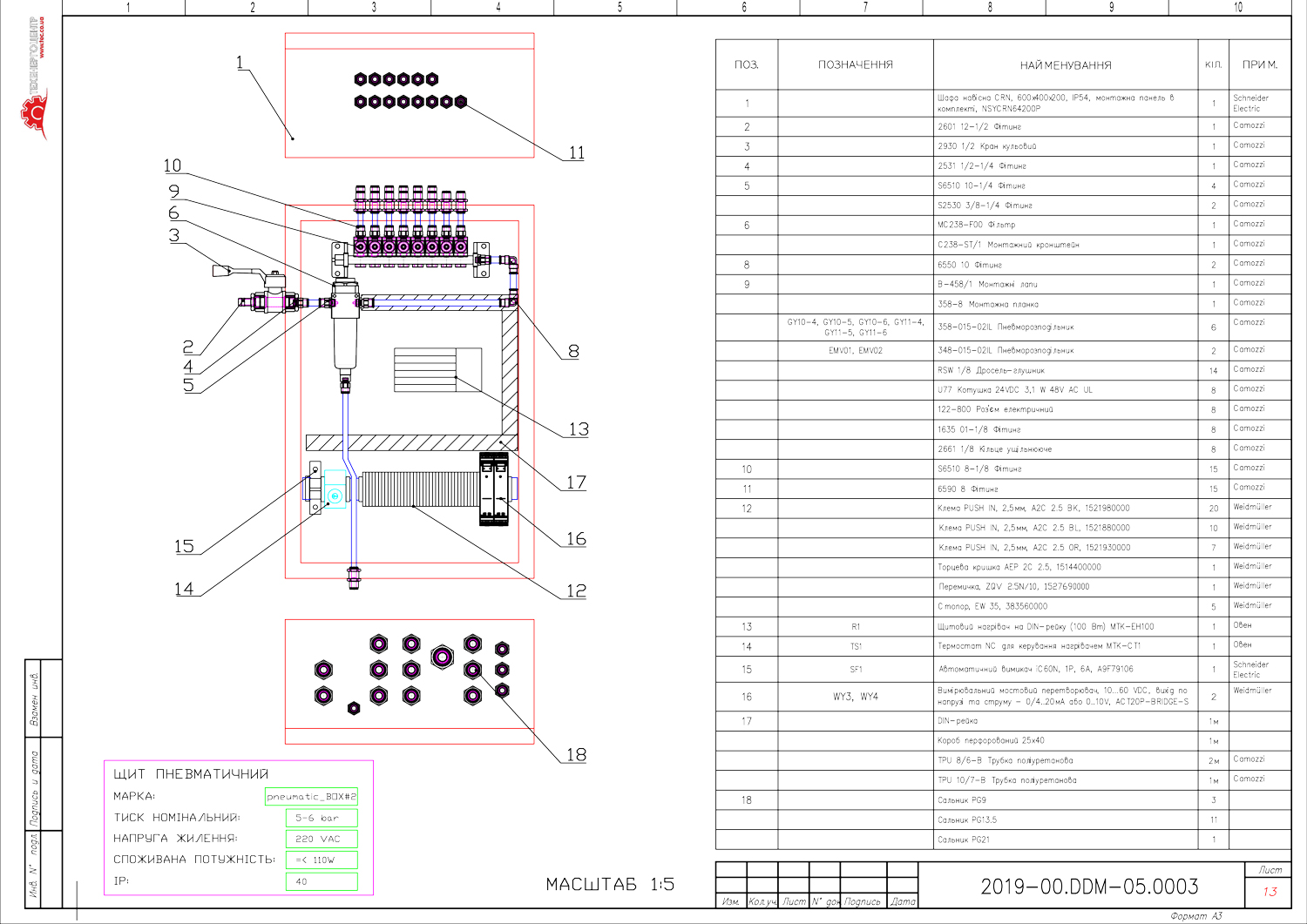
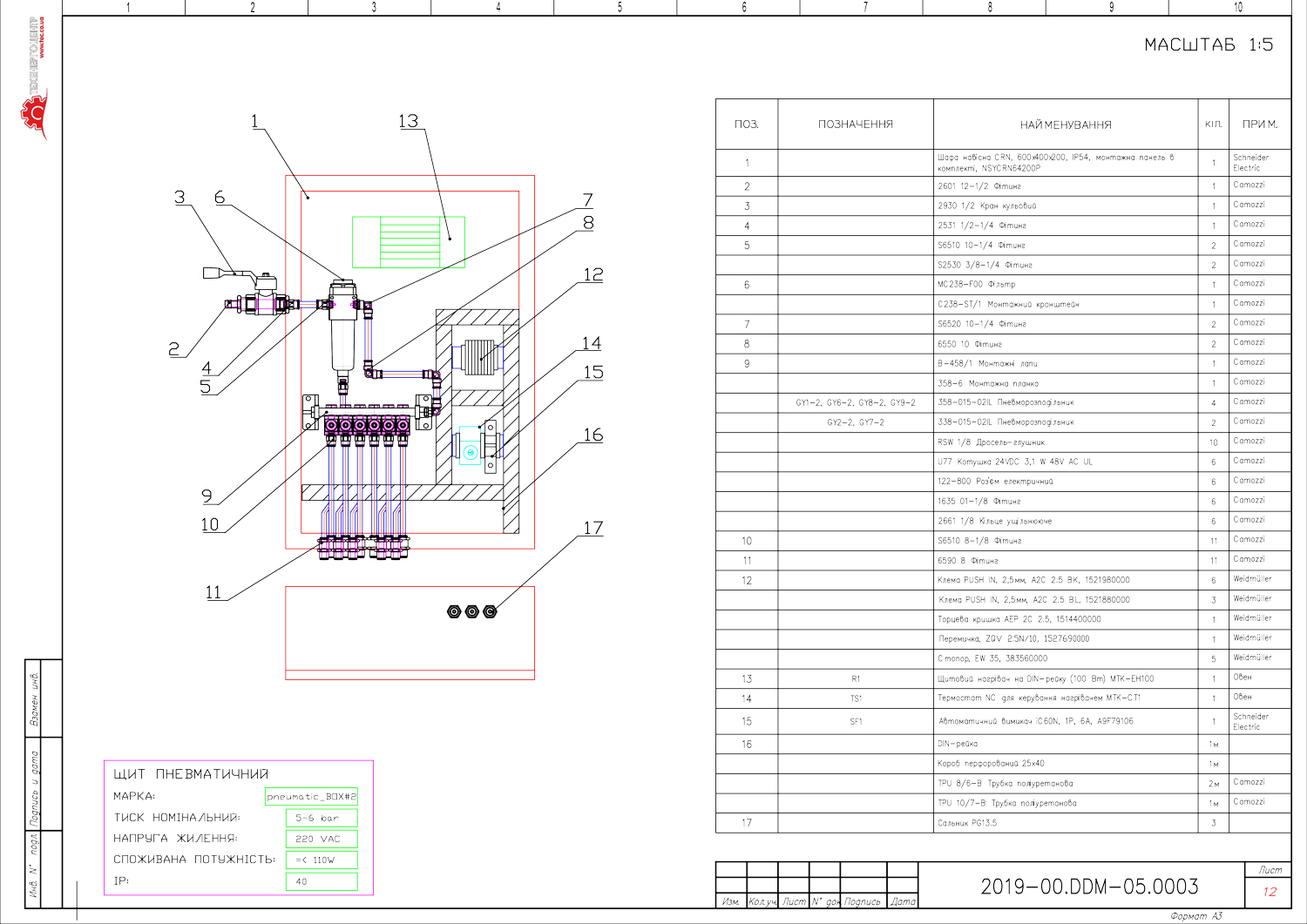
3.3. Щит пневматический pneumatic_BOX#1 и pneumatic_BOX#2.
Щиты пневматические служат для подвода сжатого воздуха к исполнительным механизмам (пневмоцилиндрам). Являются промежуточным звеном для управления пневмоцилиндрами, а также служат для сбора информации об их состоянии с последующей передачей на ЩУ(dl)-01.
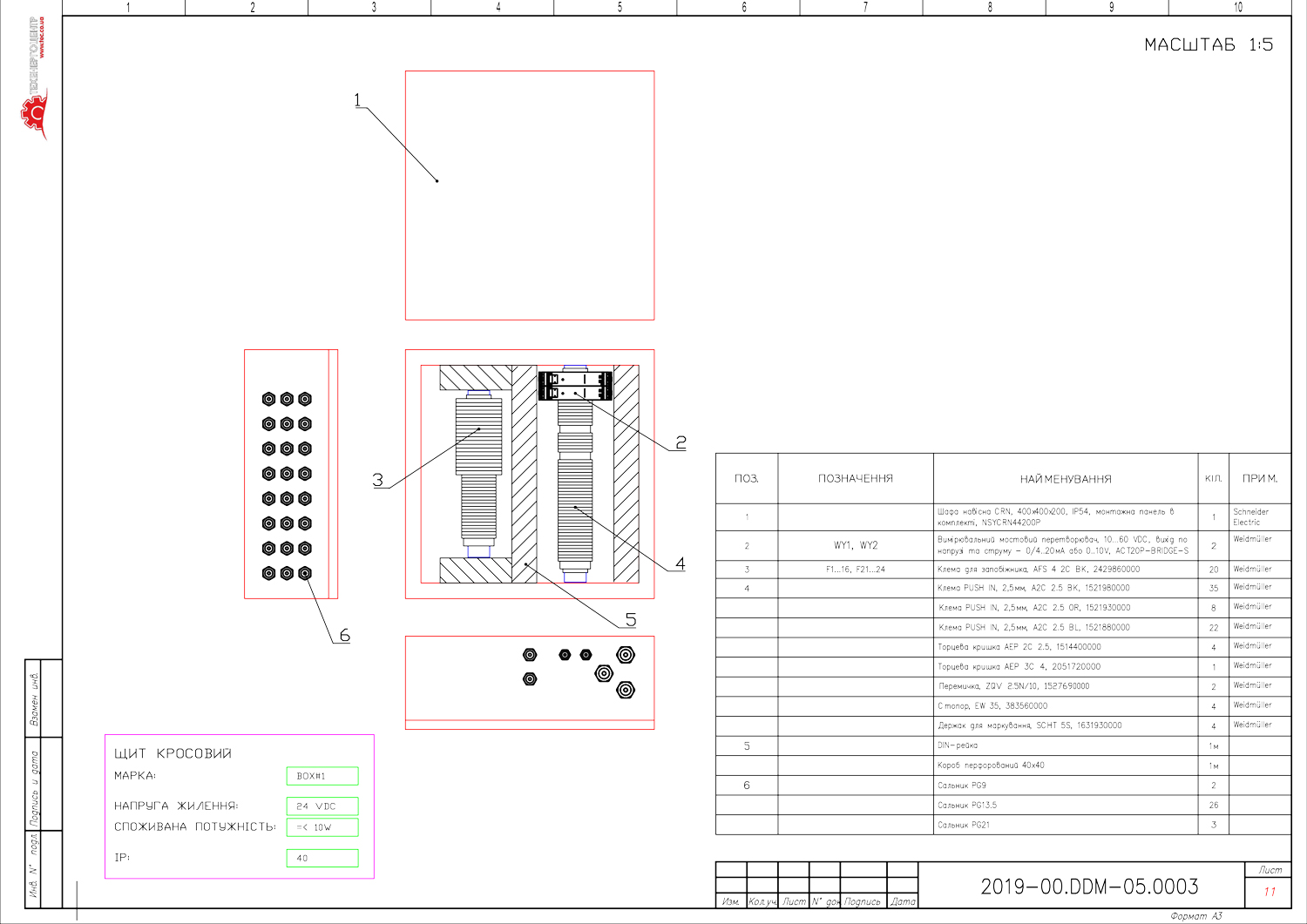
3.4. Щит кроссовый BOX#1.
Щиты служит для сбора сигналов от датчиков уровня в приемных бункерах, с целью минимизации кабельно-проводниковой продукции и последующей передачей на ЩУ(dl)-01.
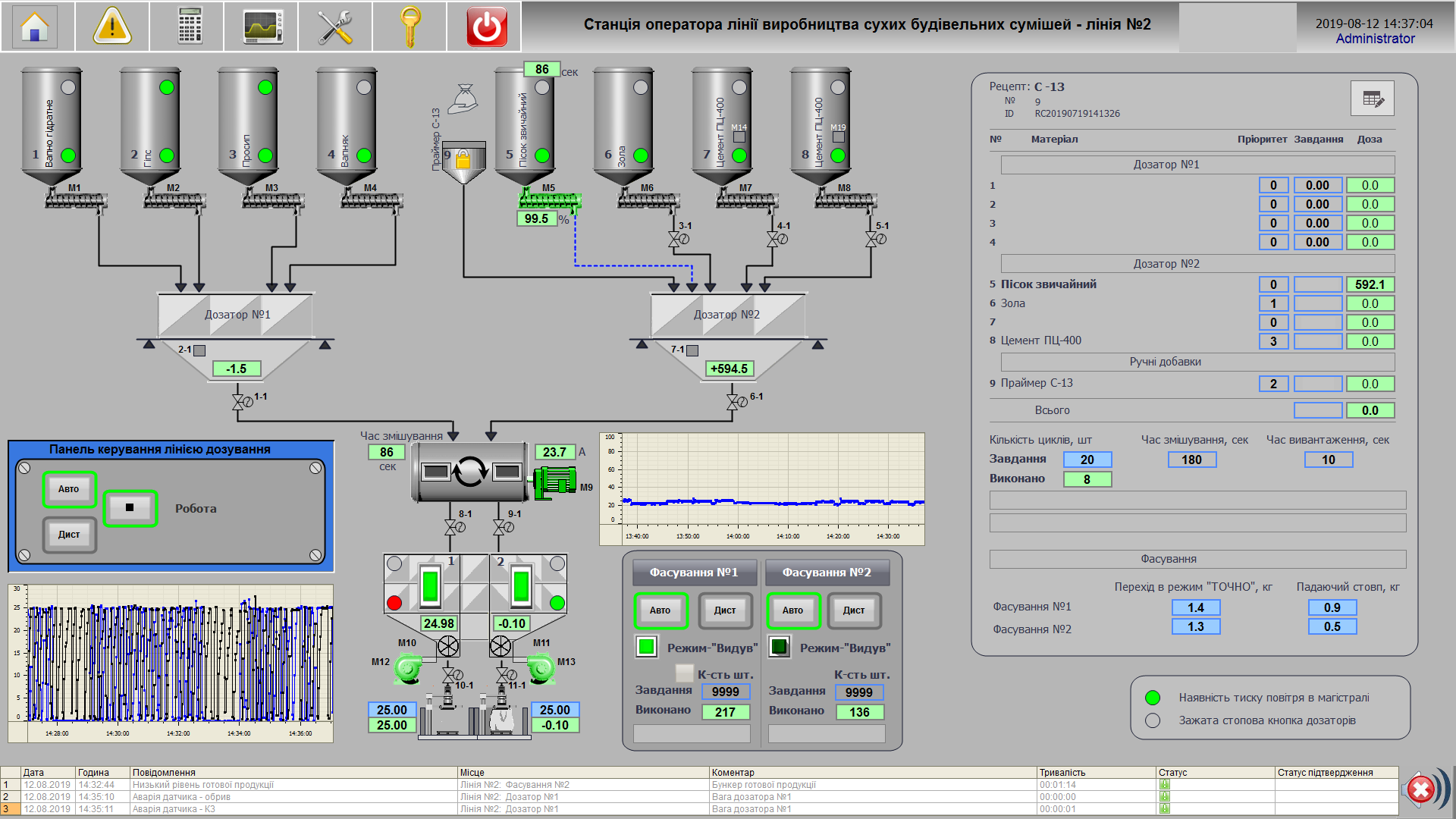
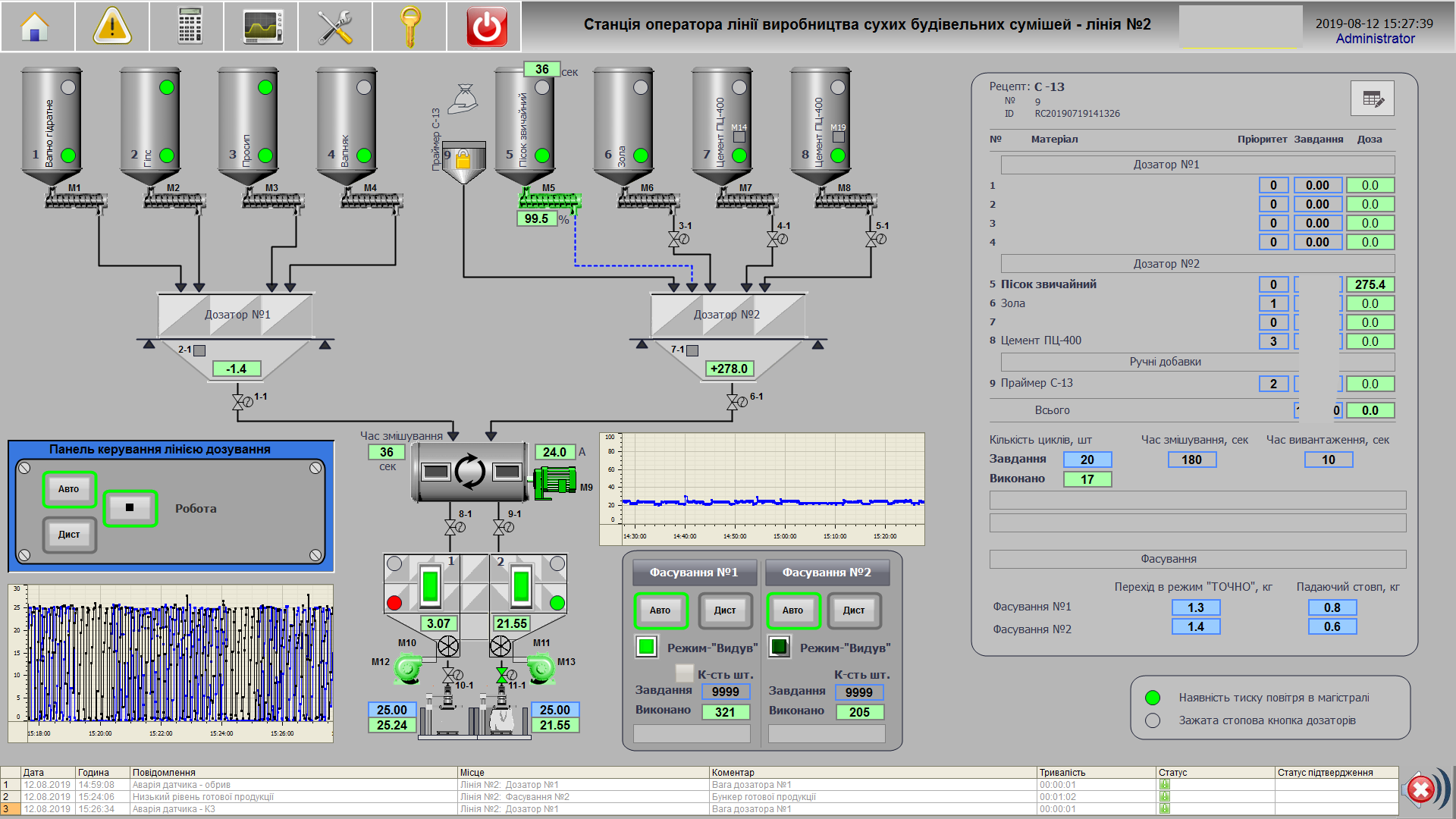
3.5. Фрагменты мнемосхемы АРМ-а оператора.
3.6. Внешние цепи.
Монтаж внешних силовых цепей выполнен кабелем с медными жилами, с изоляцией и оболочкой из поливинилхлоридного пластиката пониженной горючести – ВВГнг, типоразмерами 4х2.5, 4х10.
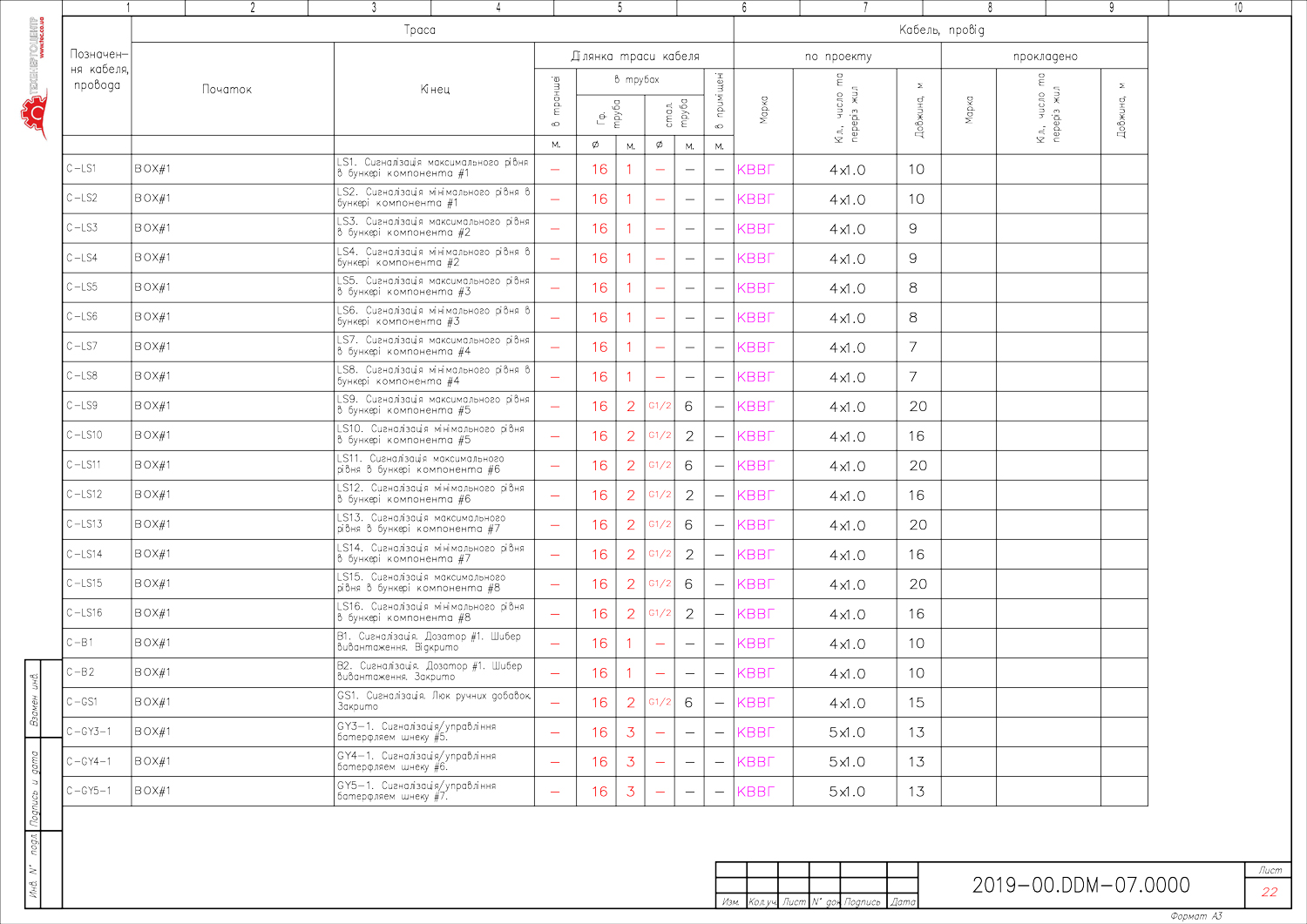
Монтаж внешних цепей сигнализации, контрольных и цепей управления выполнен монтажным кабелем с медными жилами с изоляцией и оболочкой из поливинилхлоридного пластиката пониженной горючести, малодымного – КВВГнг-нд(LS), типоразмерами 4х1, 5х1, 19х1.
Для выполнения трасс использовался оцинкованный закрытый короб и тонкостенная труба. Гибкие переходы выполнены гофротрубой, а специальные кабельные вводы обеспечили герметичное подведение кабеля к кнопочным постам, распределительным коробкам, датчикам, щитам.
3.7. Используемые в проекте бренды оборудования.

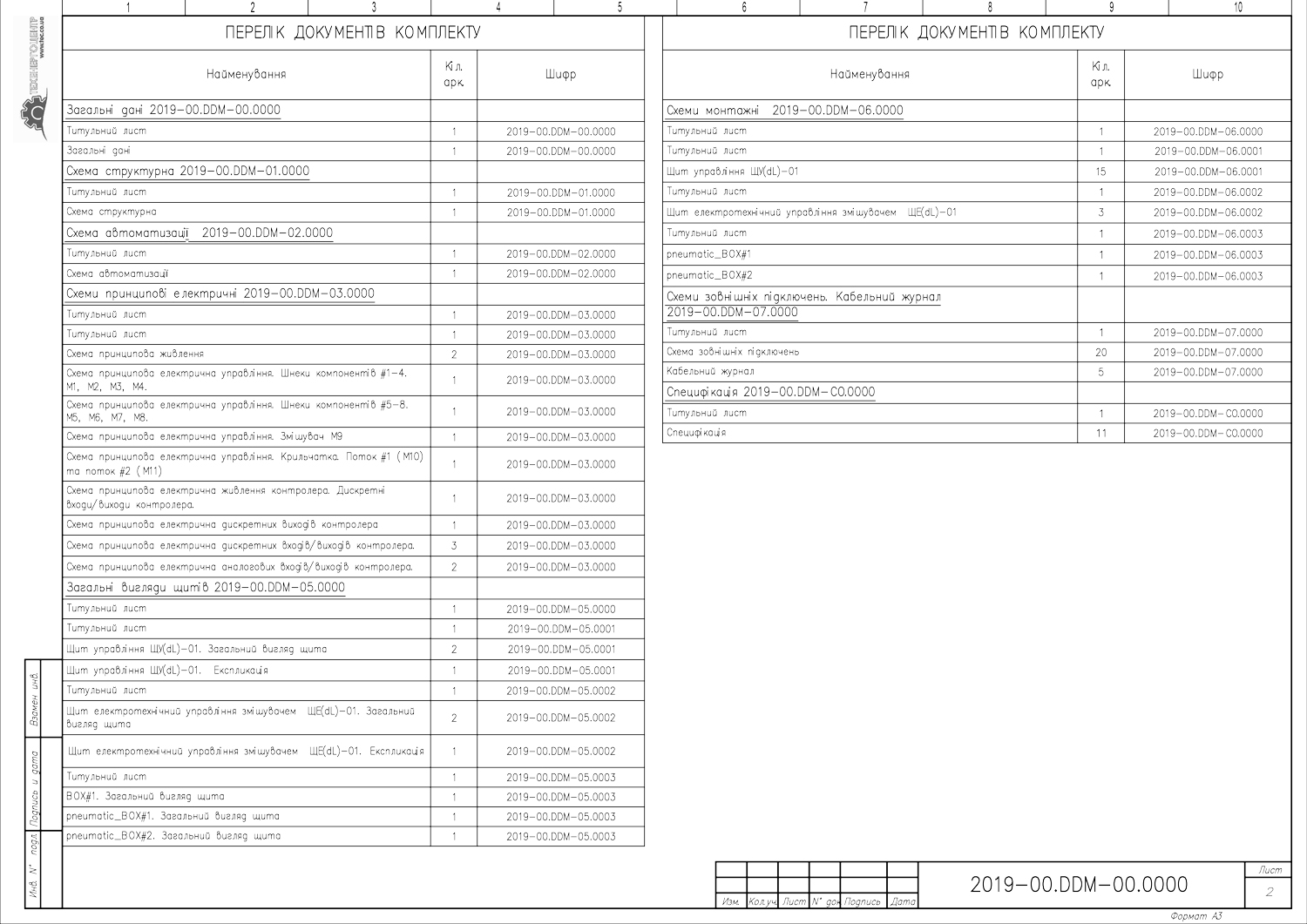
4. Проектная документация.
Перечень проектной документации выполненной в рамках проекта и примеры выполнения:
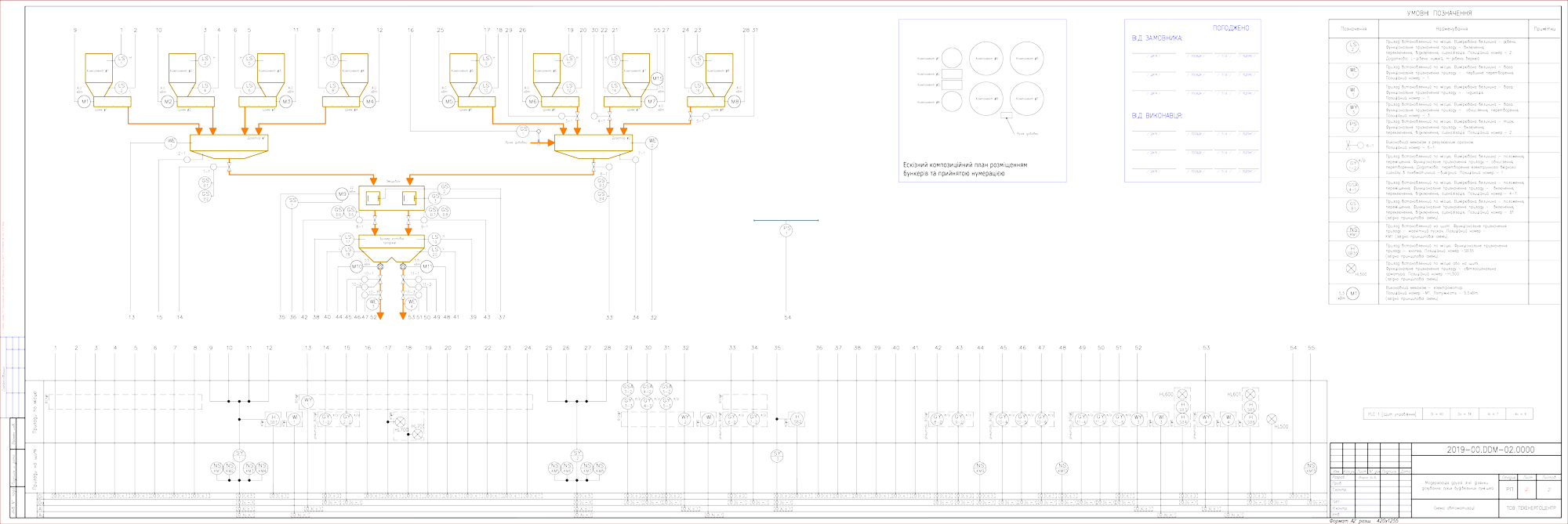
– схема автоматизации;
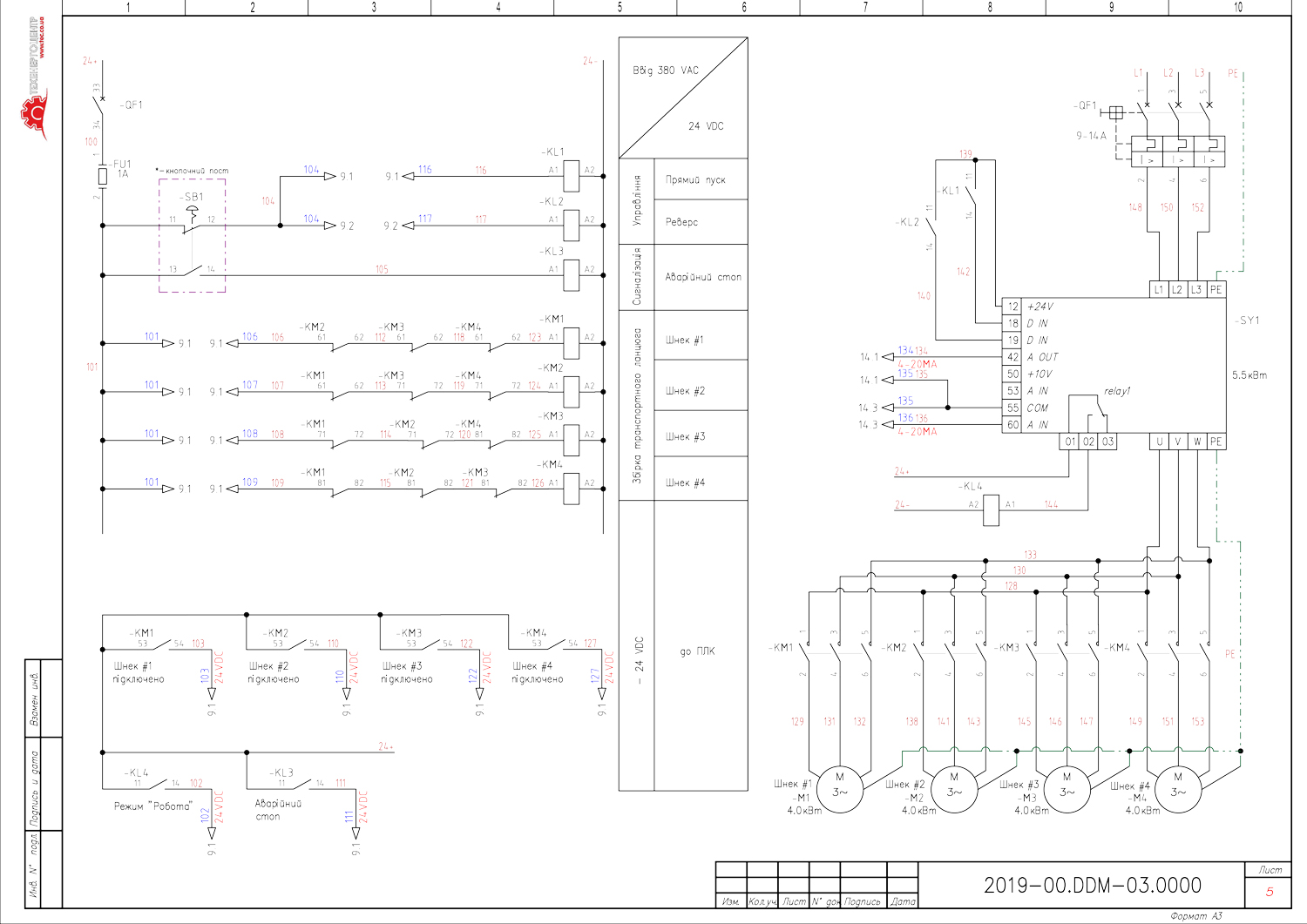
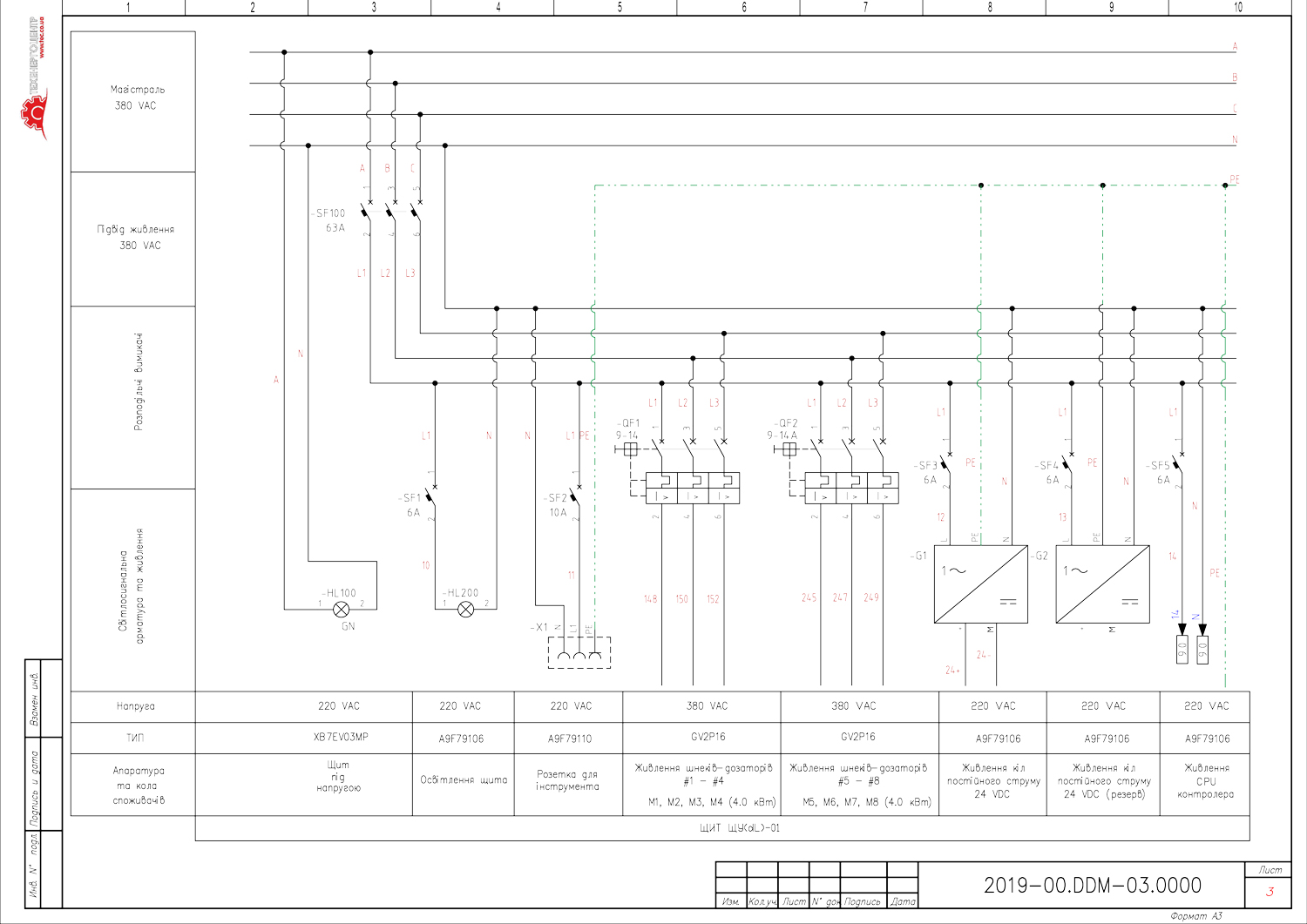
– схемы принципиальные электрические питания;
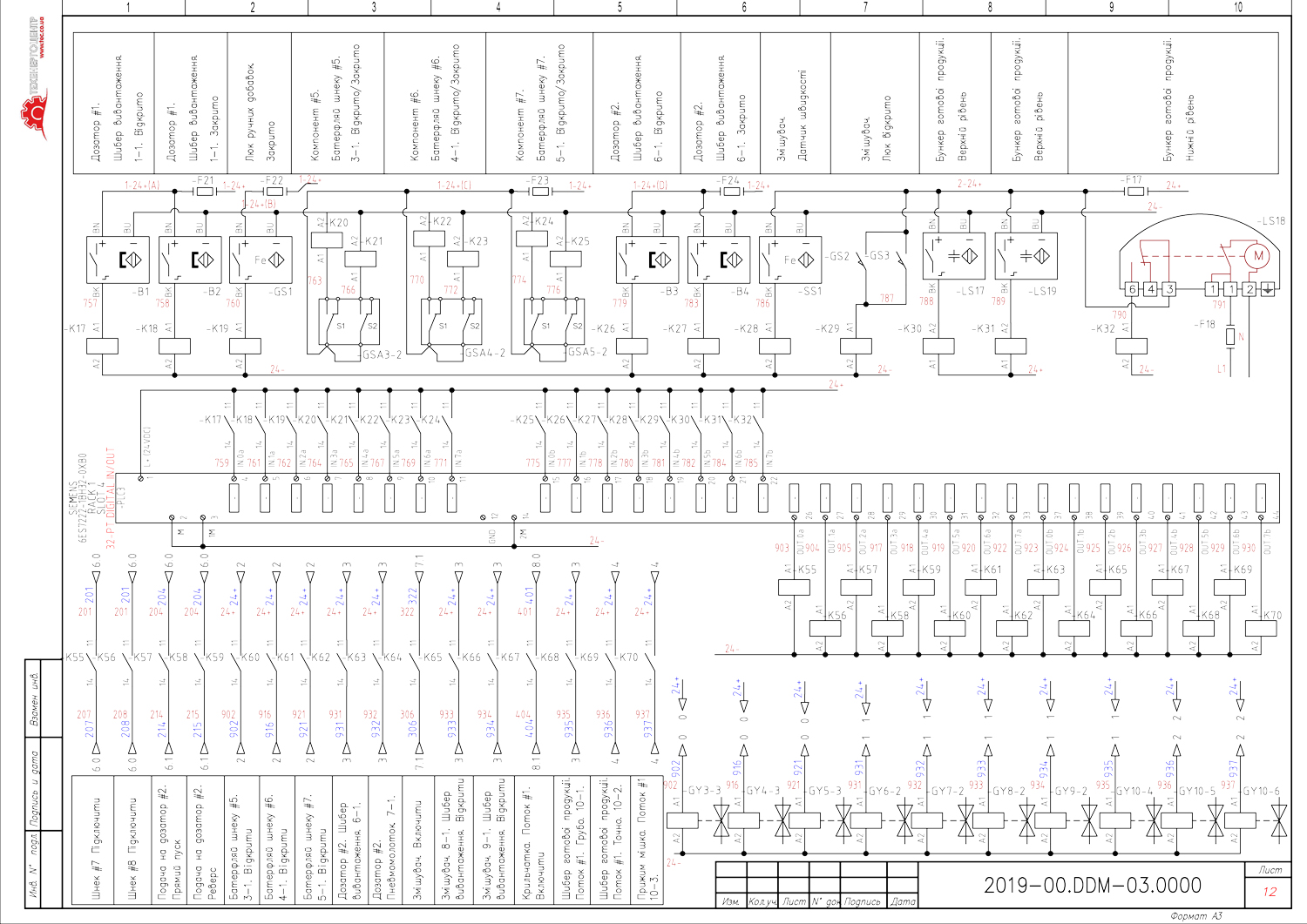
– схемы принципиальные электрические;
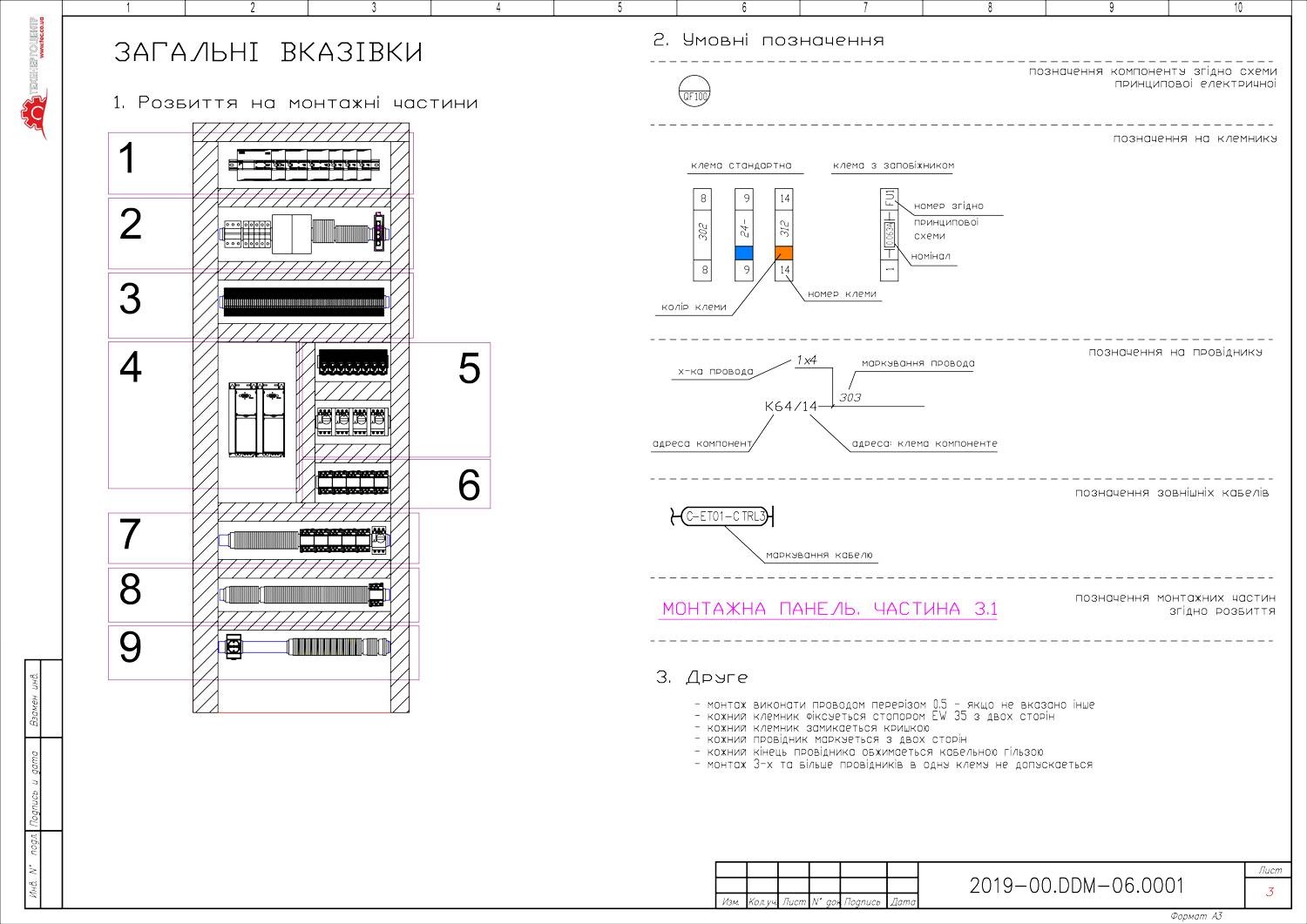
– схемы внешнего вида щита;
– схемы монтажные;
– схемы внешних подключений.