



Тип: АСУ ТП “Під ключ” Тривалість робіт: з 05.2014 до 10.2014
ТОВ “ТЕХЕНЕРГОЦЕНТР” розробив повний комплект робочої документації, виконав монтаж силових щитів і щита управління, здійснив наладку і здав в експлуатацію АСУ ТП печі для випалення вапняку (дозування і приготування шихти, завантаження і вивантаження печі, випал).






Детальний опис системи:
1. Короткий опис технологічної частини.
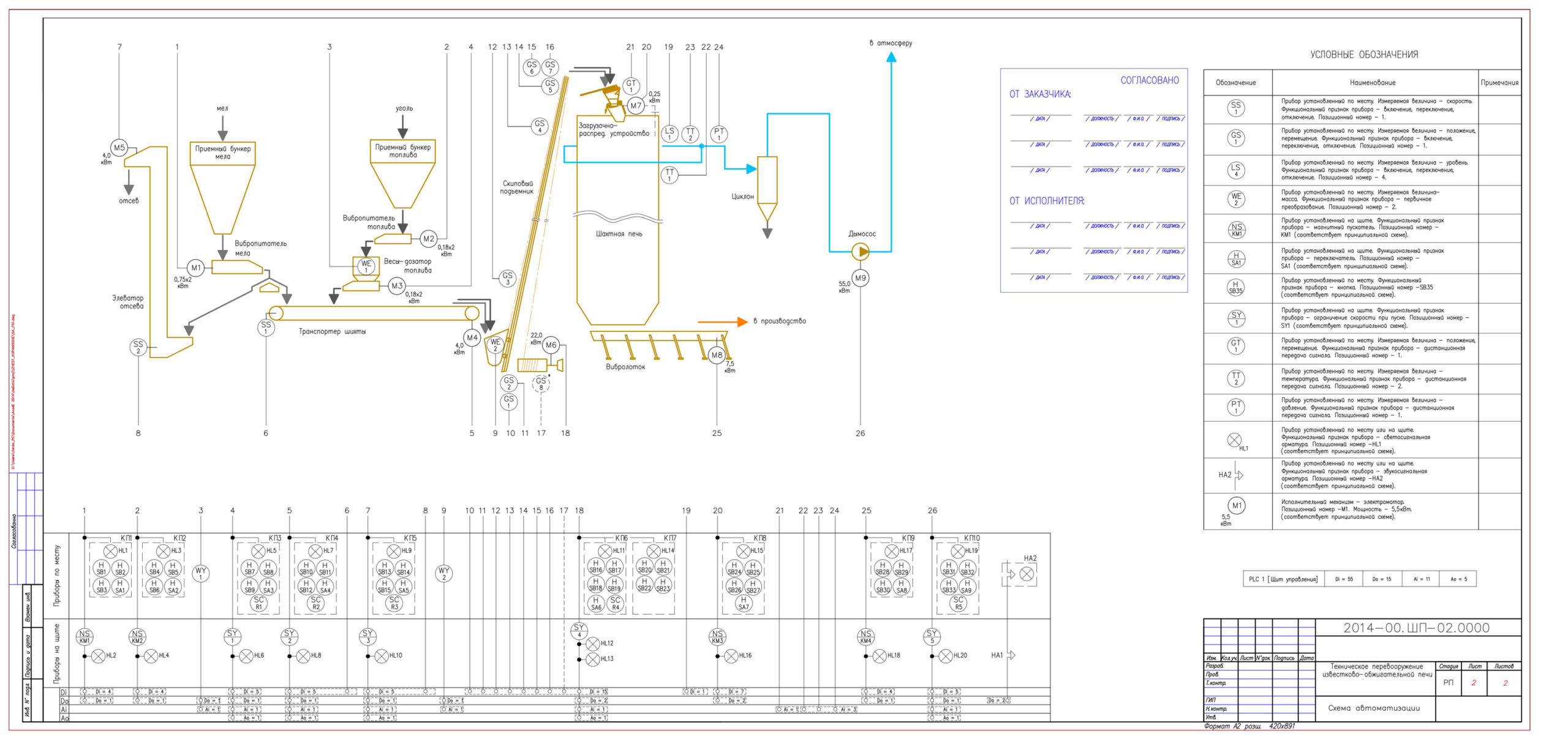
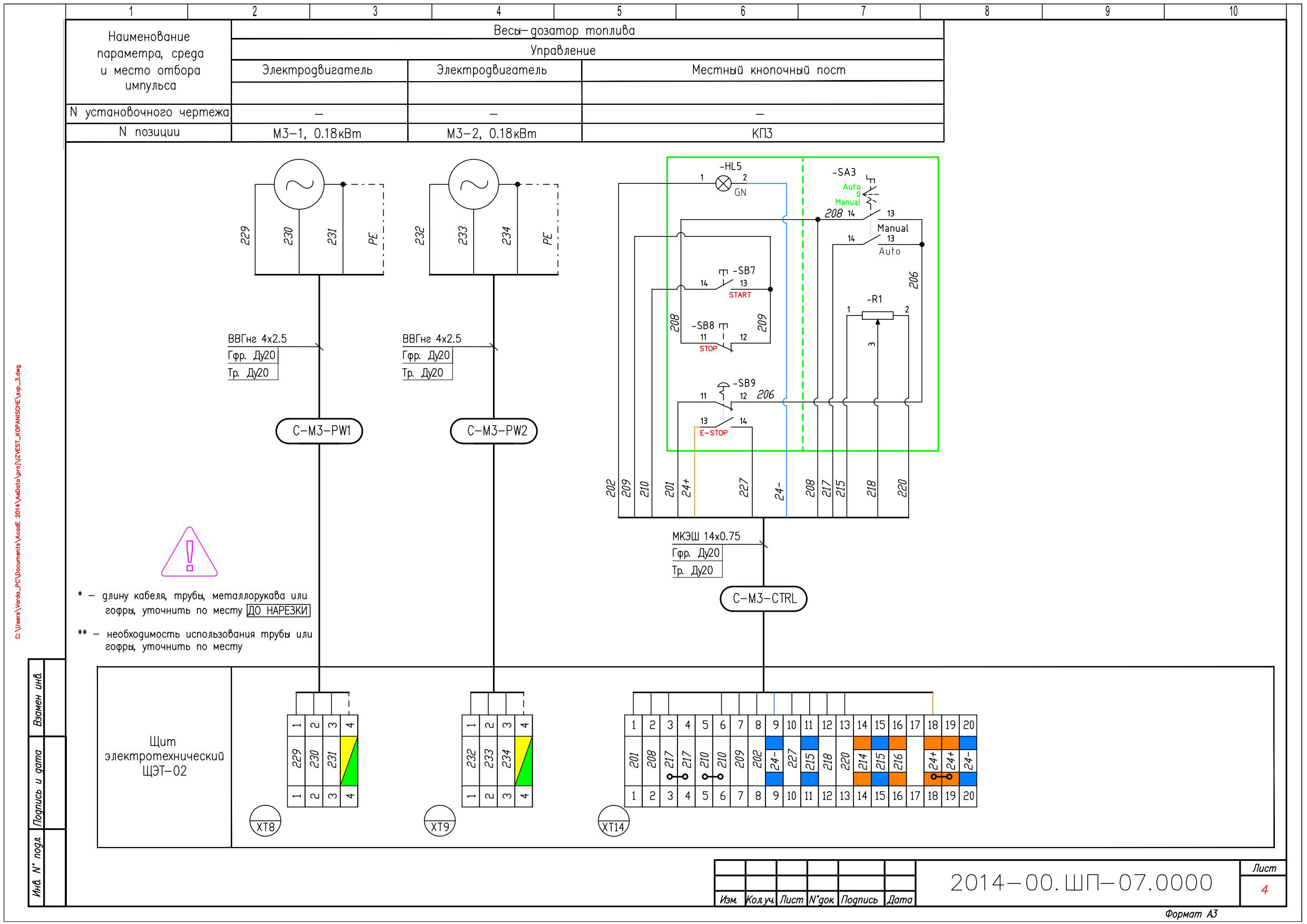
Компоненти шихти (крейда, вугілля) автомобільним транспортом поставляються в прийомні бункера. Подачу вугілля в дозуючий пристрій (ваги палива) здійснює віброживильник палива. Вивантаження з дозуючого пристрою вугілля на стрічку транспортера шихти виконує віброживильник ваг. Подача крейди на транспортер шихти здійснюється віброживильником крейди. Відсіяний бій крейди і пил видаляється з ділянки елеватором відсіву. Змішування компонентів шихти відбувається на стрічці транспортера шихти. Зважування шихти проводиться в ковші скіпового підйомника.
Після завантаження ковша скіпового підйомника і при наявності сигналу від датчика рівня шихти в печі виконується транспортування і завантаження шихти в піч. Транспортування здійснює лебідка скіпового підйомника з плавним розгоном та гальмуванням на спочатку і наприкінці скіпової дороги. Вапняково-випалювальна піч працює під розрідженням. Димосос забезпечує видалення димових газів і приток повітря в піч, необхідне розрідження. Для уловлювання пилу в димових газах служить група циклонів. Вивантаження обпаленого вапна з печі виконує вібролоток.
2. Короткий опис структури і функцій АСУ ТП.
Структурно система АСУ ТП розділена:
– підсистема управління обладнанням;
– підсистема управління і контролю параметрів технологічного процесу.
Функції АСУ ТП:
а) Автоматизований процес приготування і транспортування шихти:
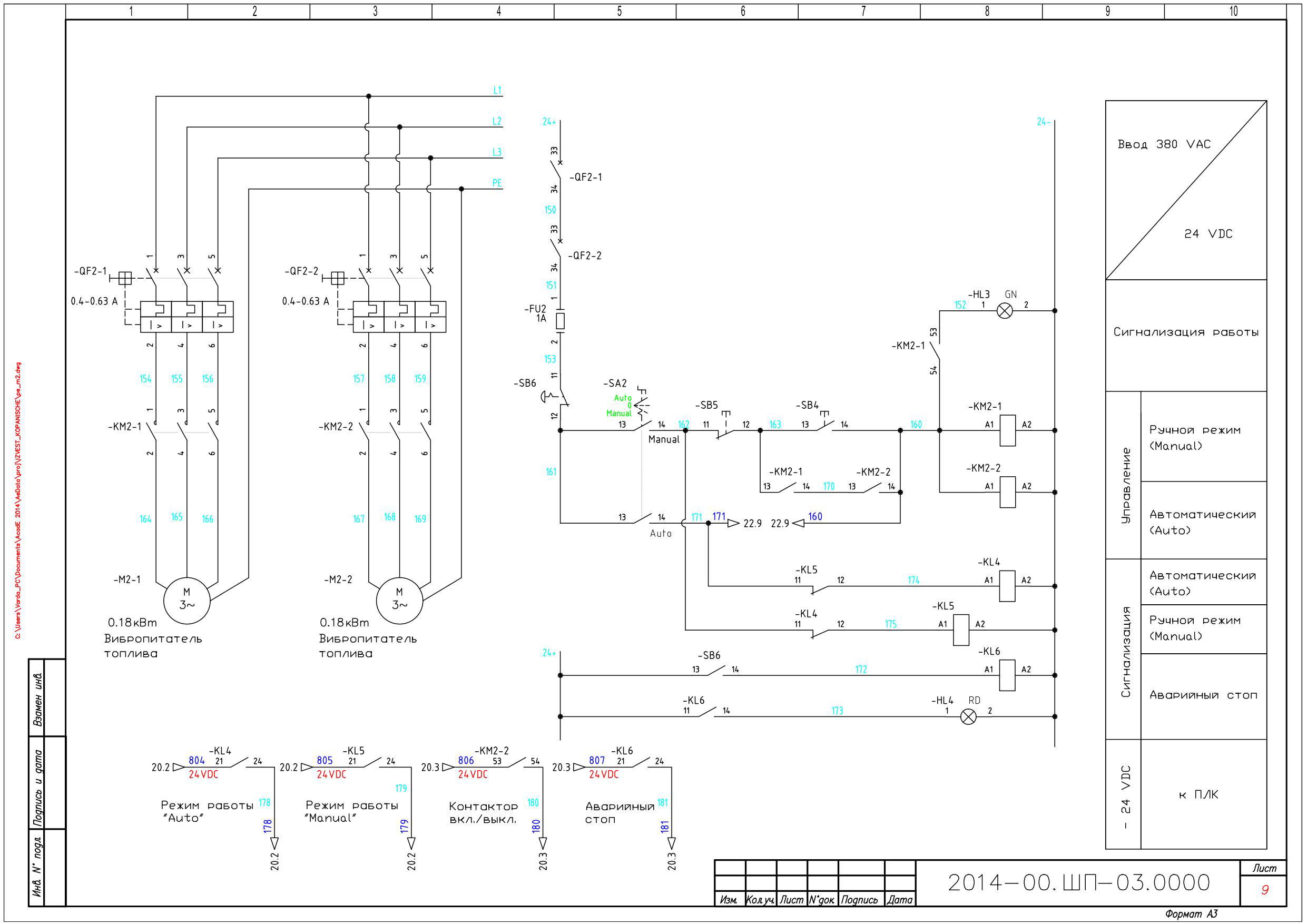
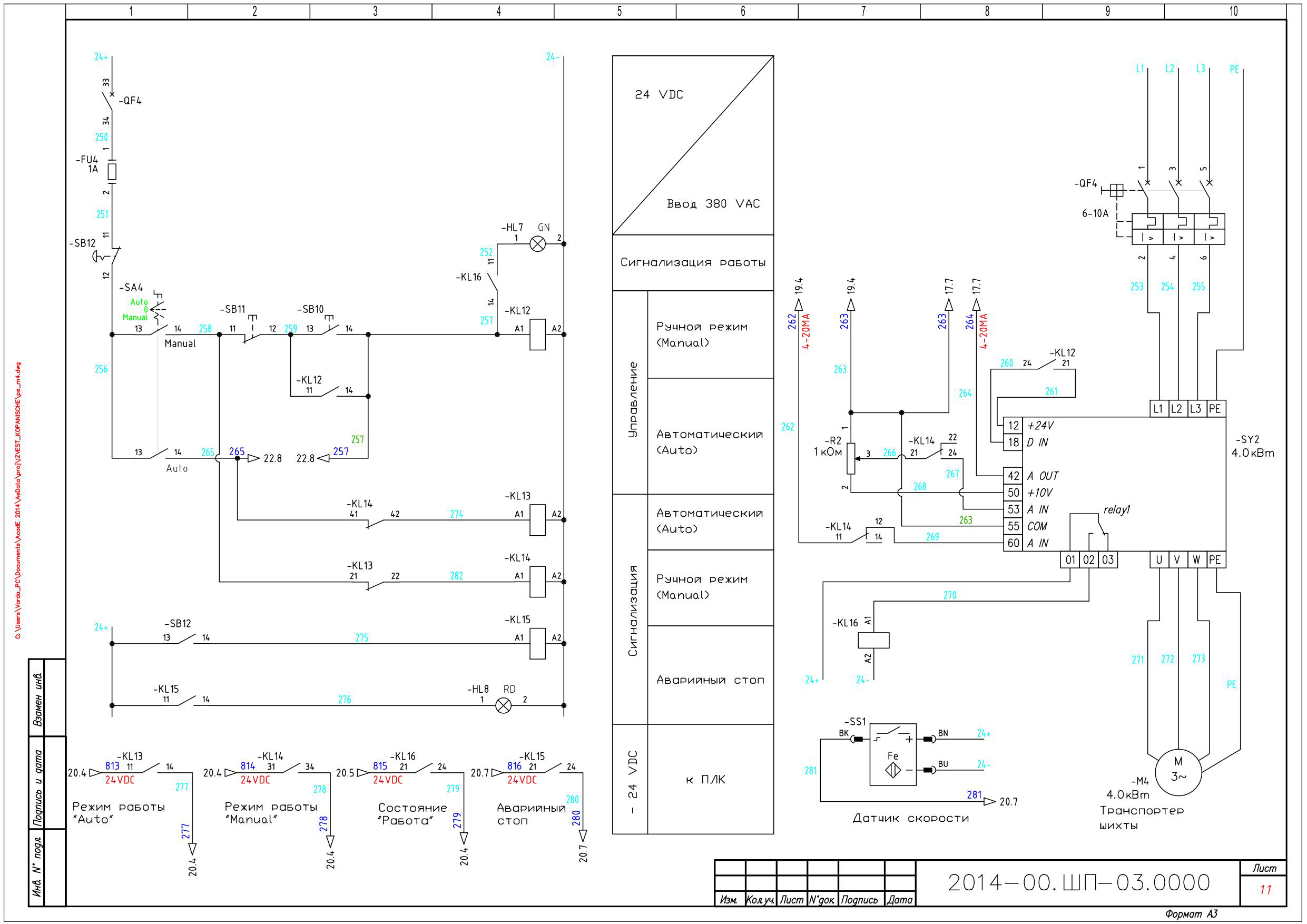
– контроль стану приводу (стан контактора);
– контроль роботи механізму (датчики швидкості);
– регулювання кількості обертів приводу (транспортер шихти);
– регулювання кількості обертів приводу (елеватор відсіву);
– робота транспортної системи в автоматичному, дистанційному і місцевому режимах;
– зважування порції палива;
– зважування порції шихти.
б) Автоматичний процес завантаження / розвантаження печі:
– контроль стану приводу (стан контактора);
– контроль роботи механізму (датчики швидкості);
– регулювання кількості обертів приводу (лебідка скіпового підйомника);
– робота системи в автоматичному, дистанційному і місцевому режимах;
– контроль положення ковша скіпового підйомника (враховуючи проміжні стани);
– контроль стану клапана завантажувально-розподільного пристрою (закритий / відкритий);
– контроль положення лопати завантажувально-розподільного пристрою (кут повороту);
– контроль рівня шихти в печі.
в) Контроль і регулювання основних технологічних параметрів:
– контроль температури димових (вихідних) газів;
– контроль розрідження в печі;
– регулювання кількості обертів приводу (димосос).
г) Сигналізація поломок і аварій;
д) Забезпечення безпечної експлуатації технологічного обладнання:
– світло-звукова сигналізація роботи скіпового підйомника (в автоматичному і дистанційному режимах);
– контроль сходу стрічки елеватора;
– контроль провисання троса скіпового підйомника;
– аварійне відключення скіпового підйомника вгорі дороги.
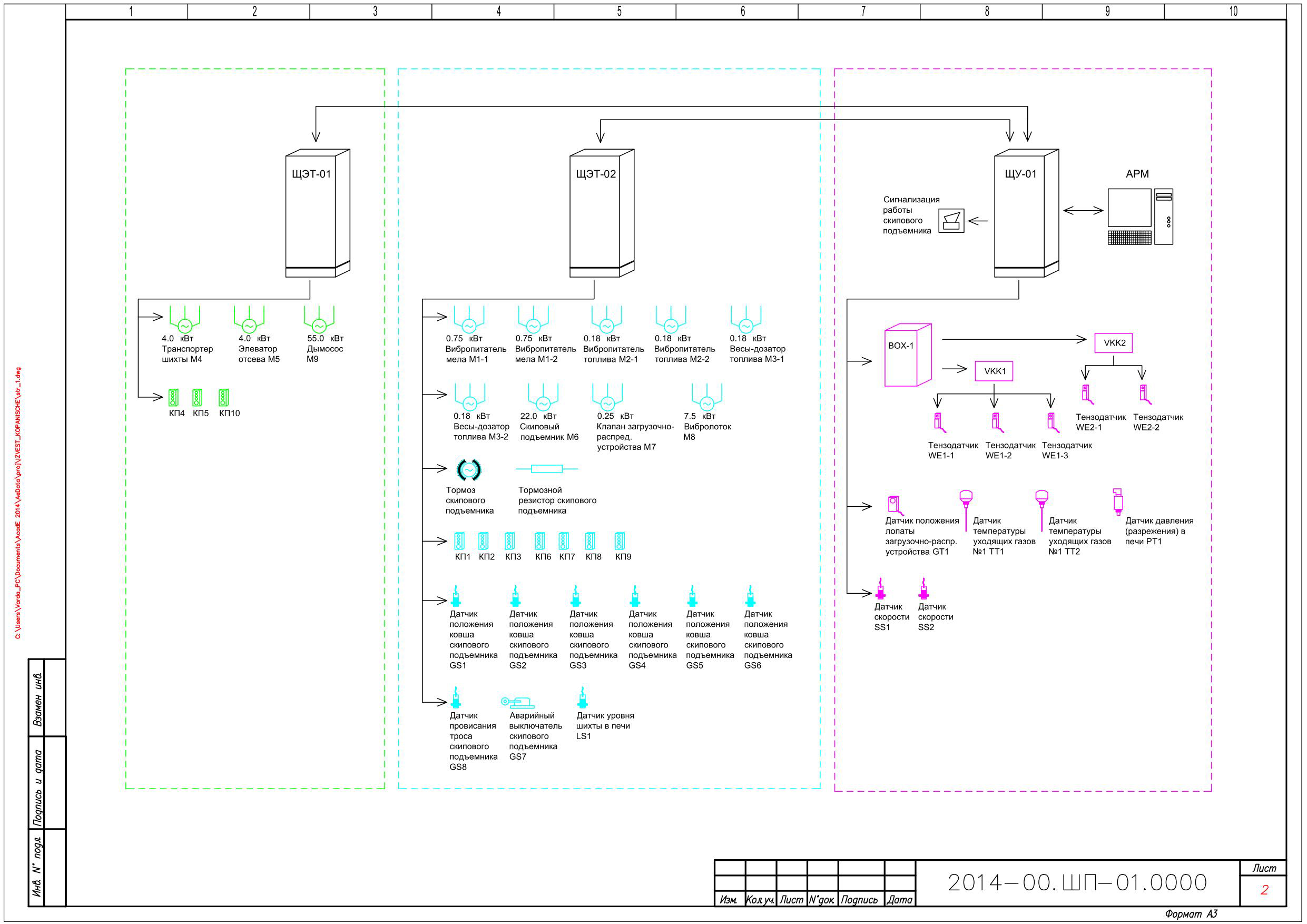
3. Опис апаратної частини системи.
Для виконання функцій і завдань АСУ ТП, управління силовим обладнанням та збору технологічної інформації були розроблені: щит управління ЩУ-01, щити електротехнічні ЩЕТ-01 і ЩЕТ-02. Зупинимося на кожному з щитів окремо:
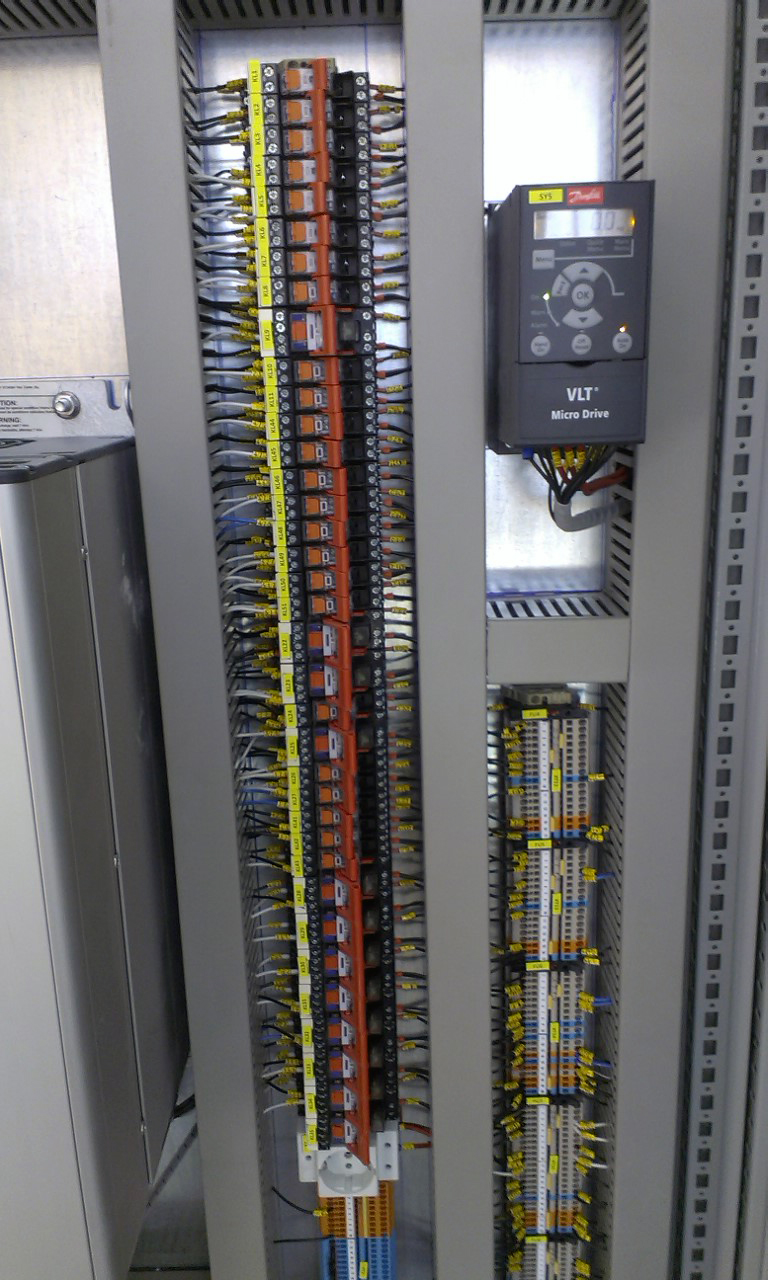
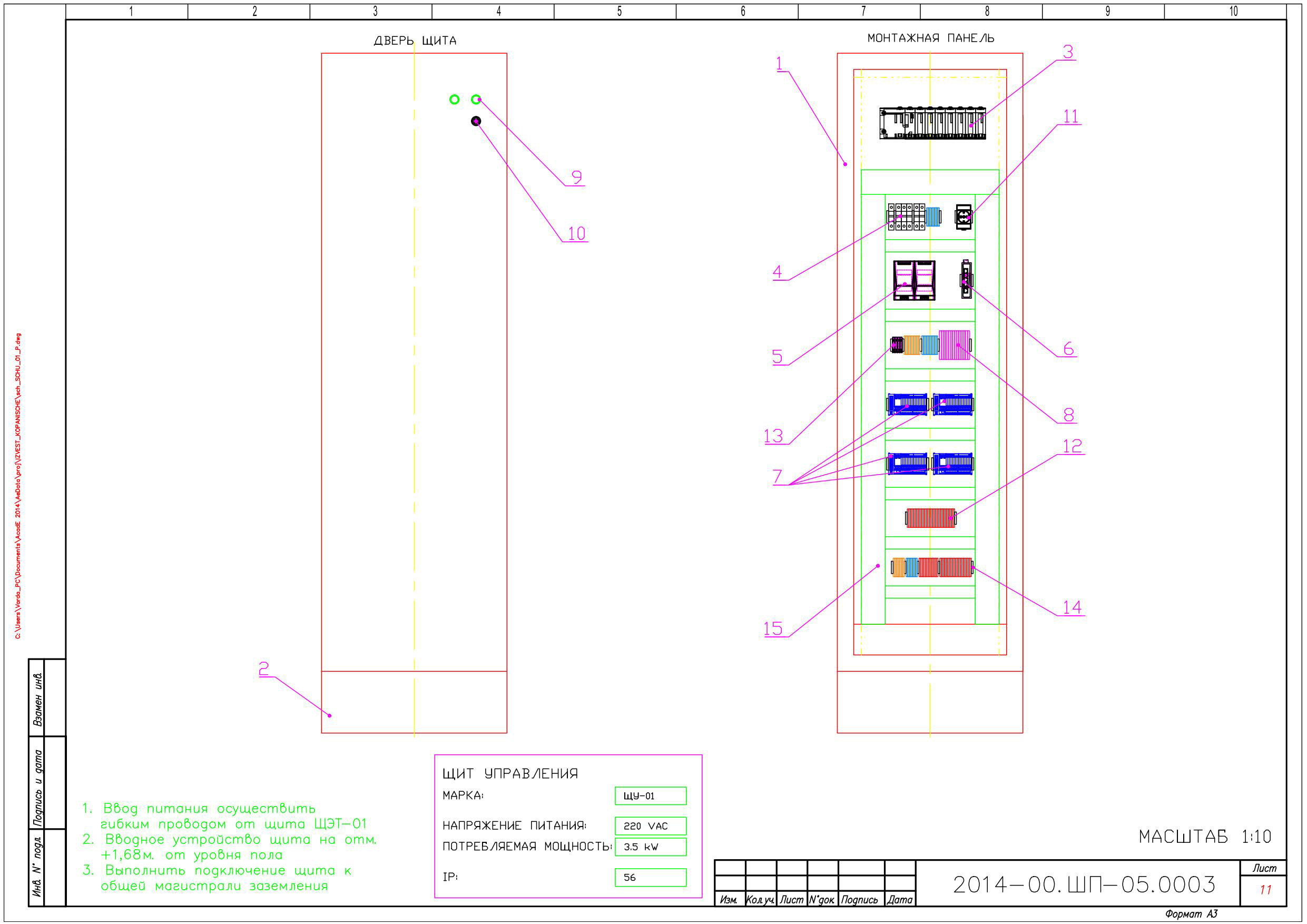
3.1. Щит управління ЩУ-01.
Щит управління ЩУ-01 обладнаний ПЛК (PLC) і забезпечує роботу АСУ ТП в автоматичному режимі. Збирає і аналізує інформацію про стан технологічного обладнання, контролює технологічні параметри роботи установки, виконує алгоритмічні завдання дозування і транспортування. Щит управління є нестандартним обладнанням, виконаним для вирішення конкретних завдань на конкретній установці.
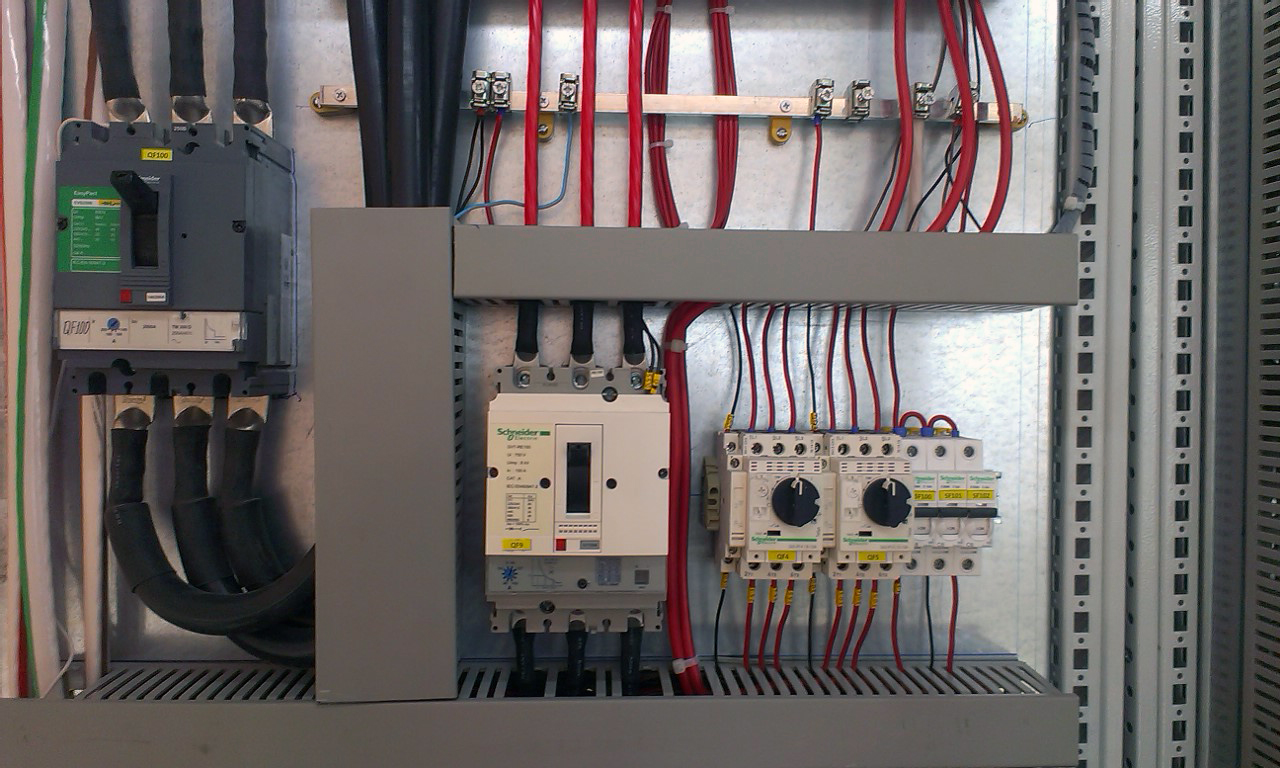
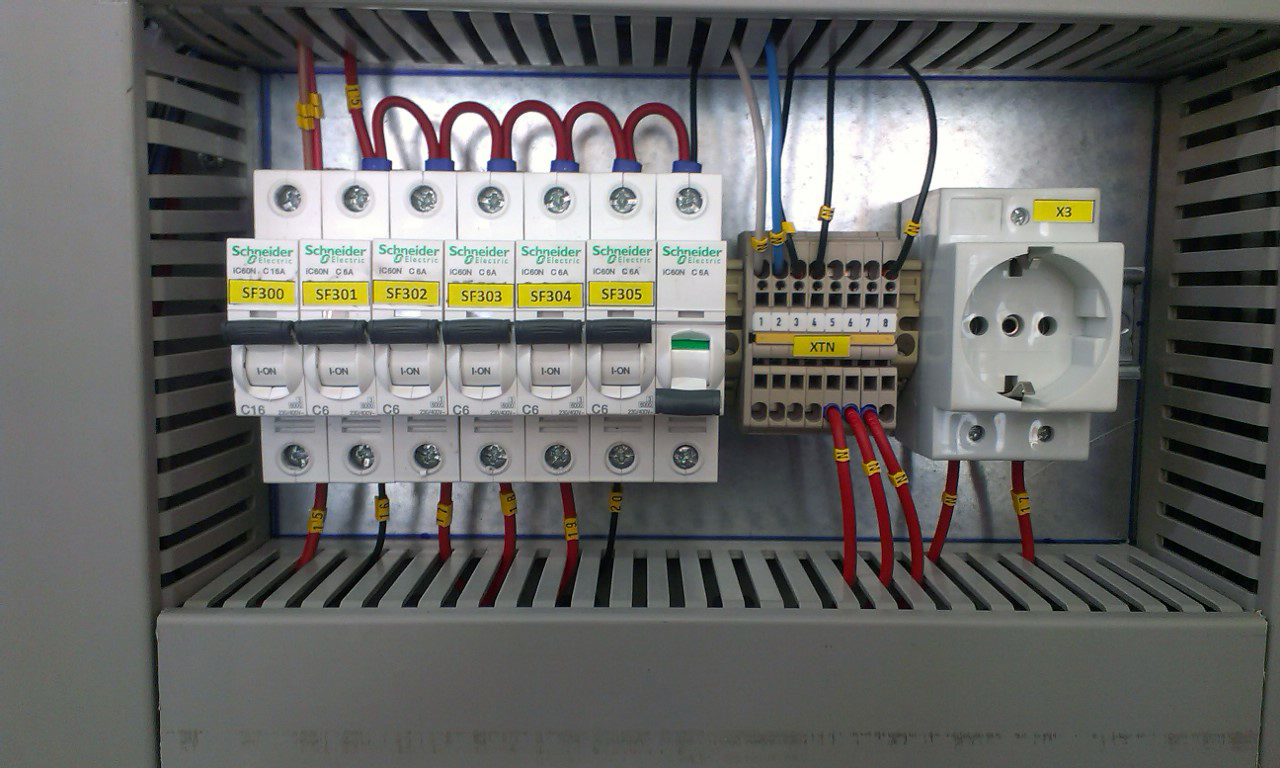
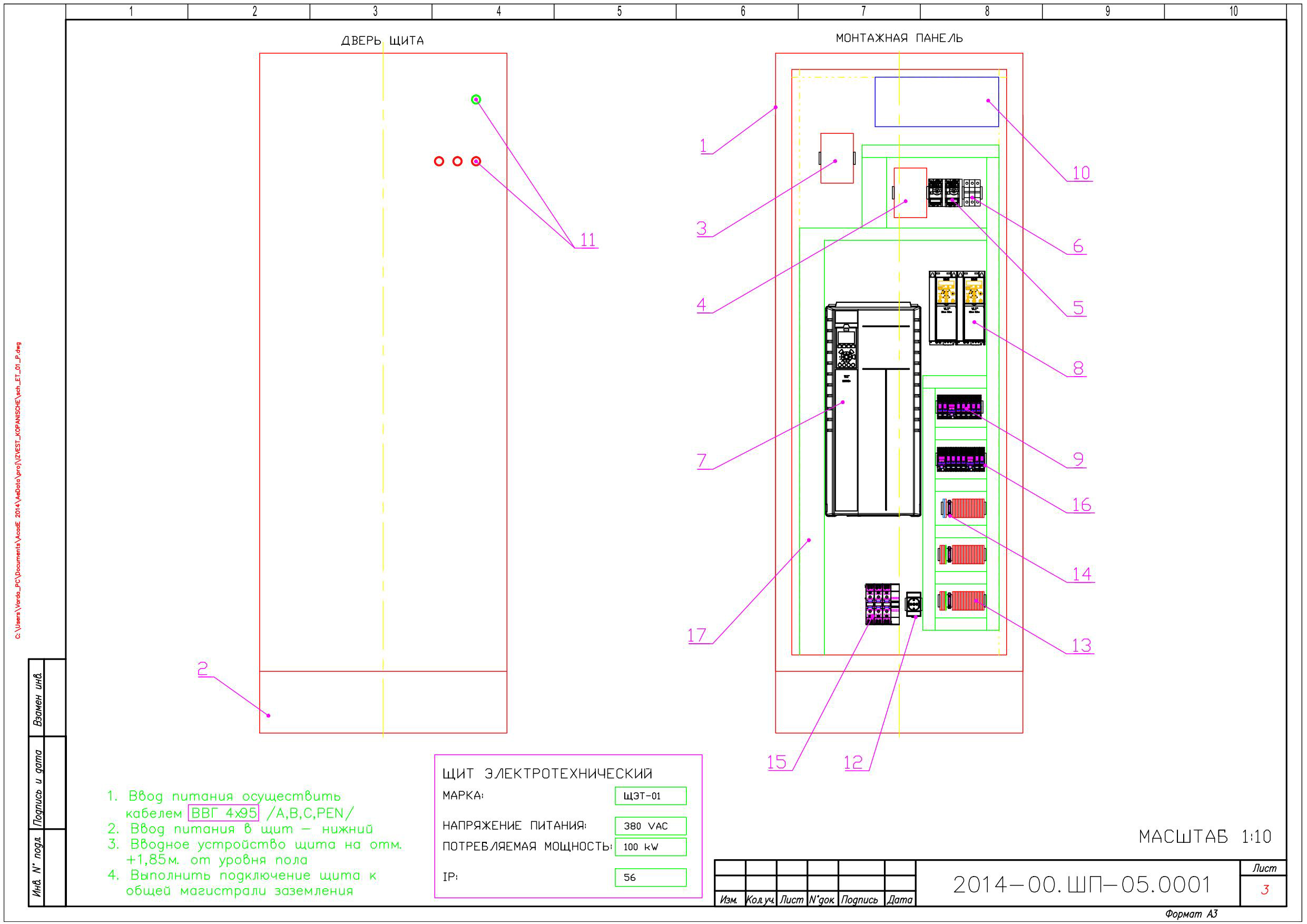
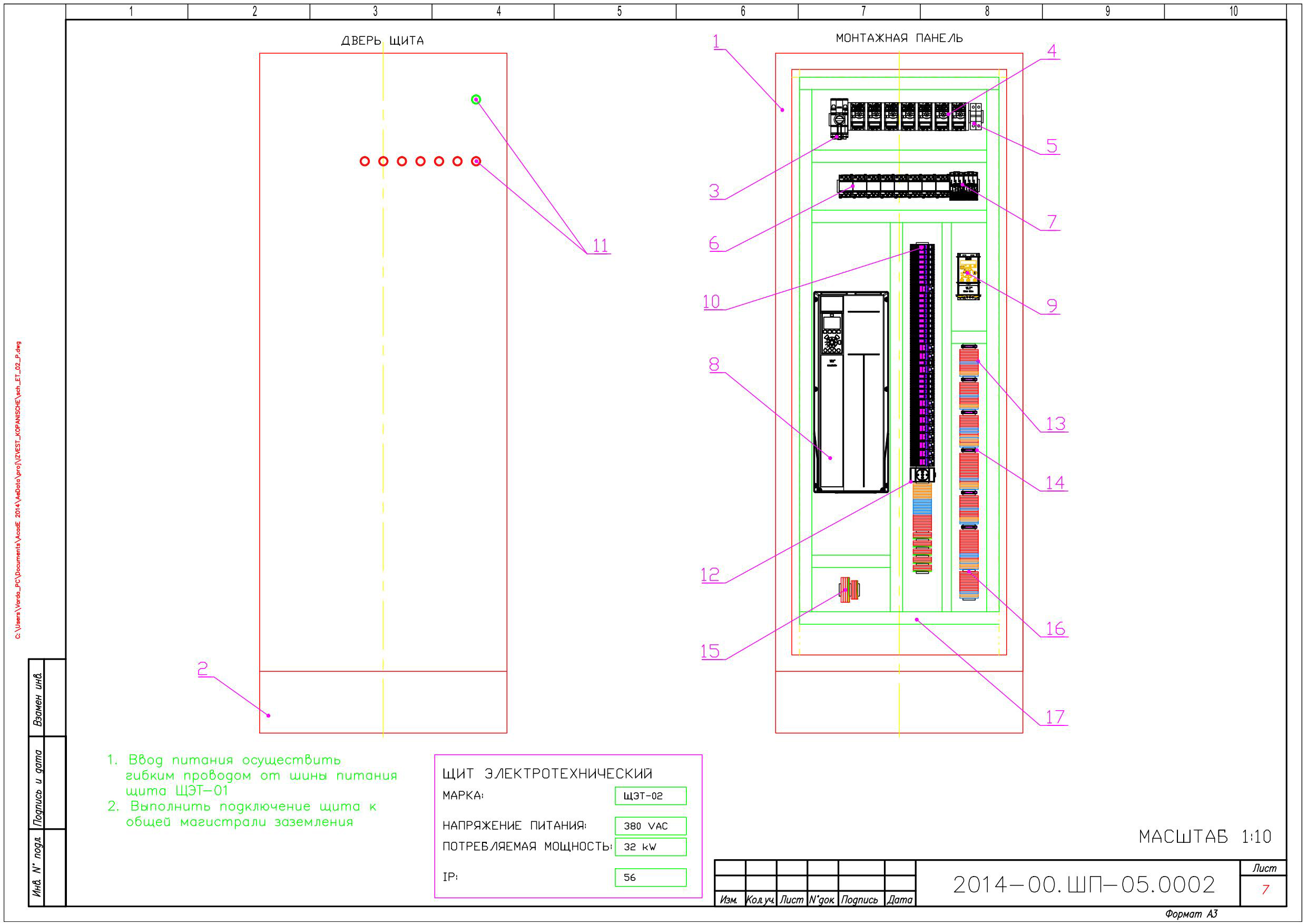
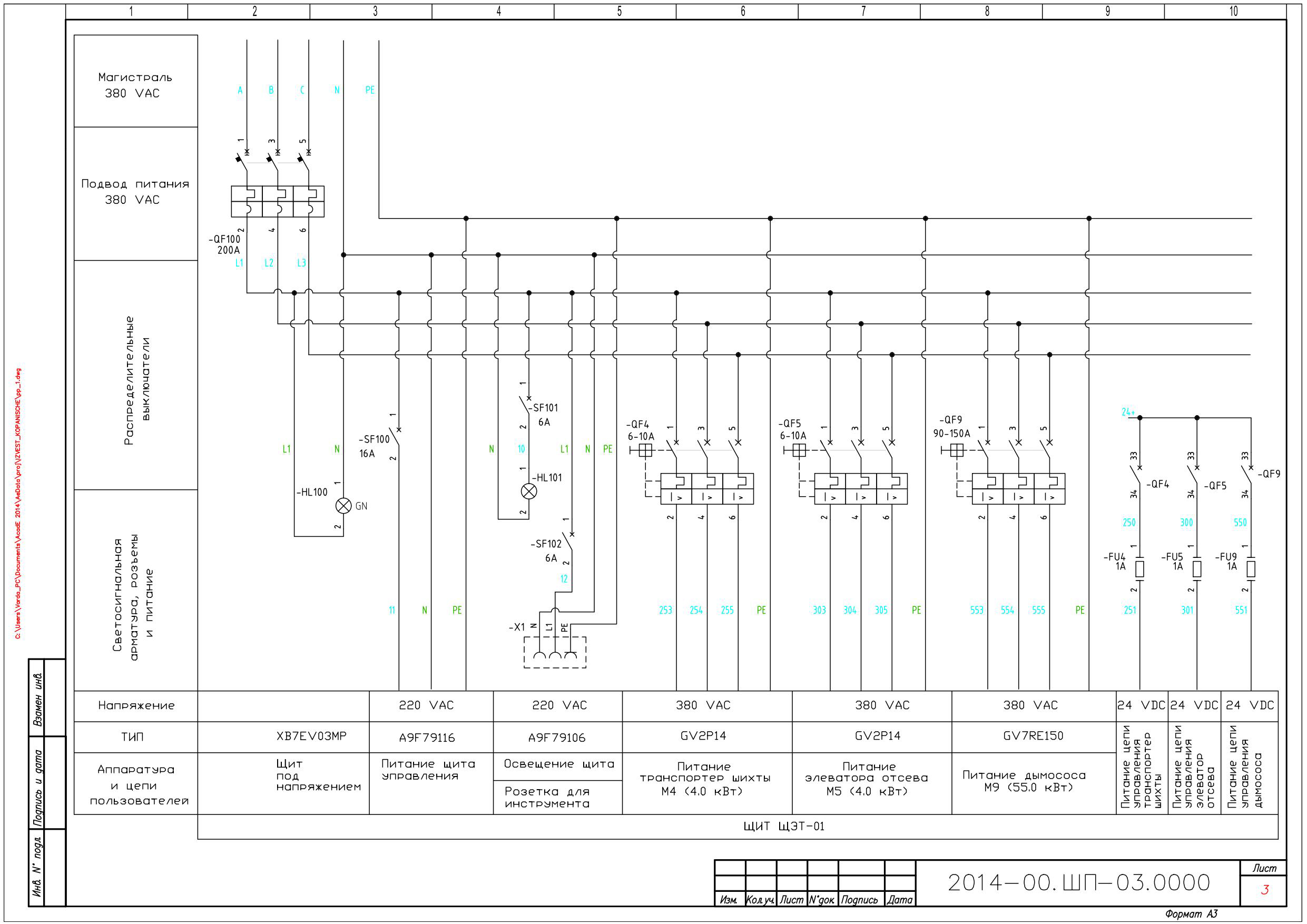
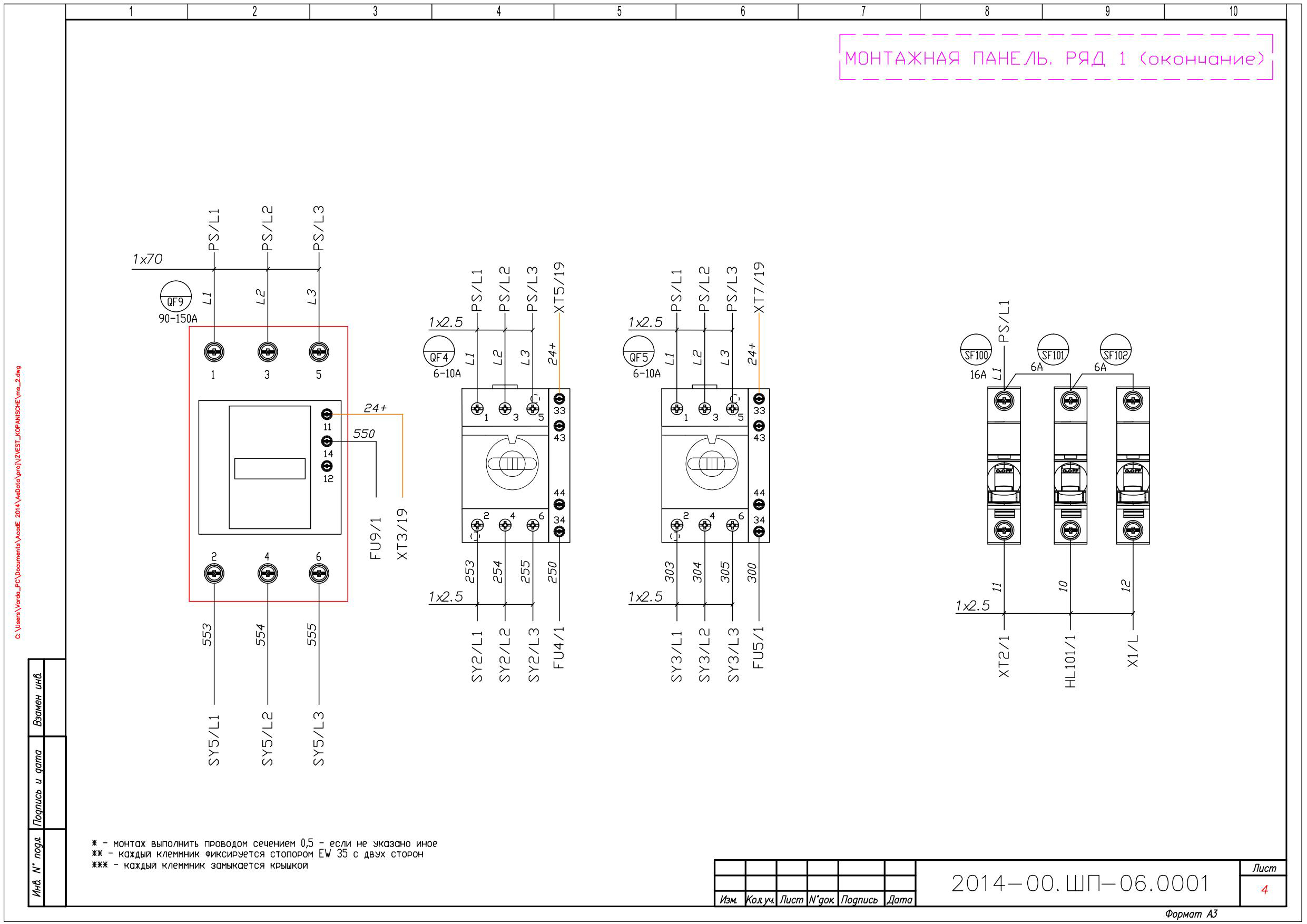
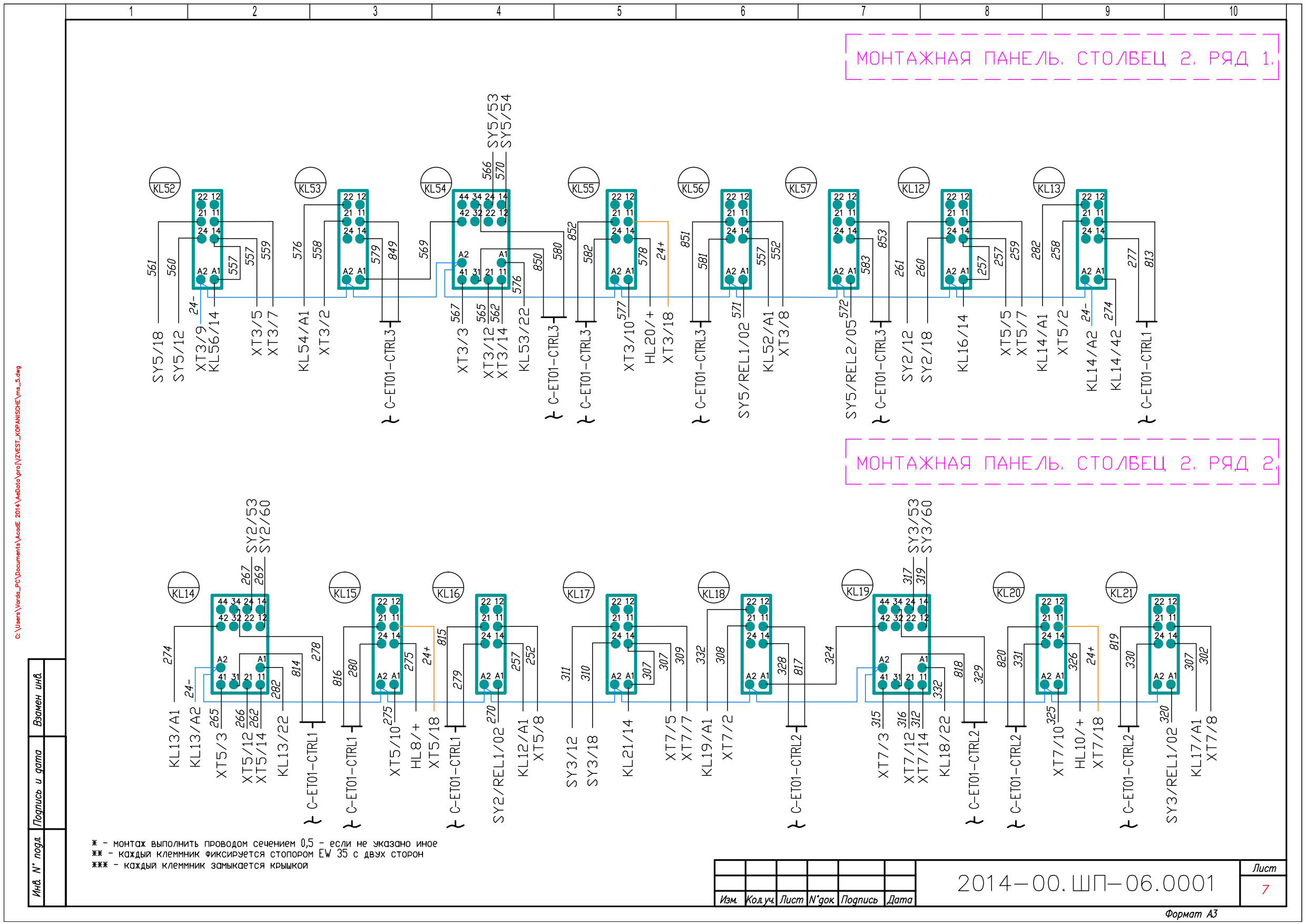
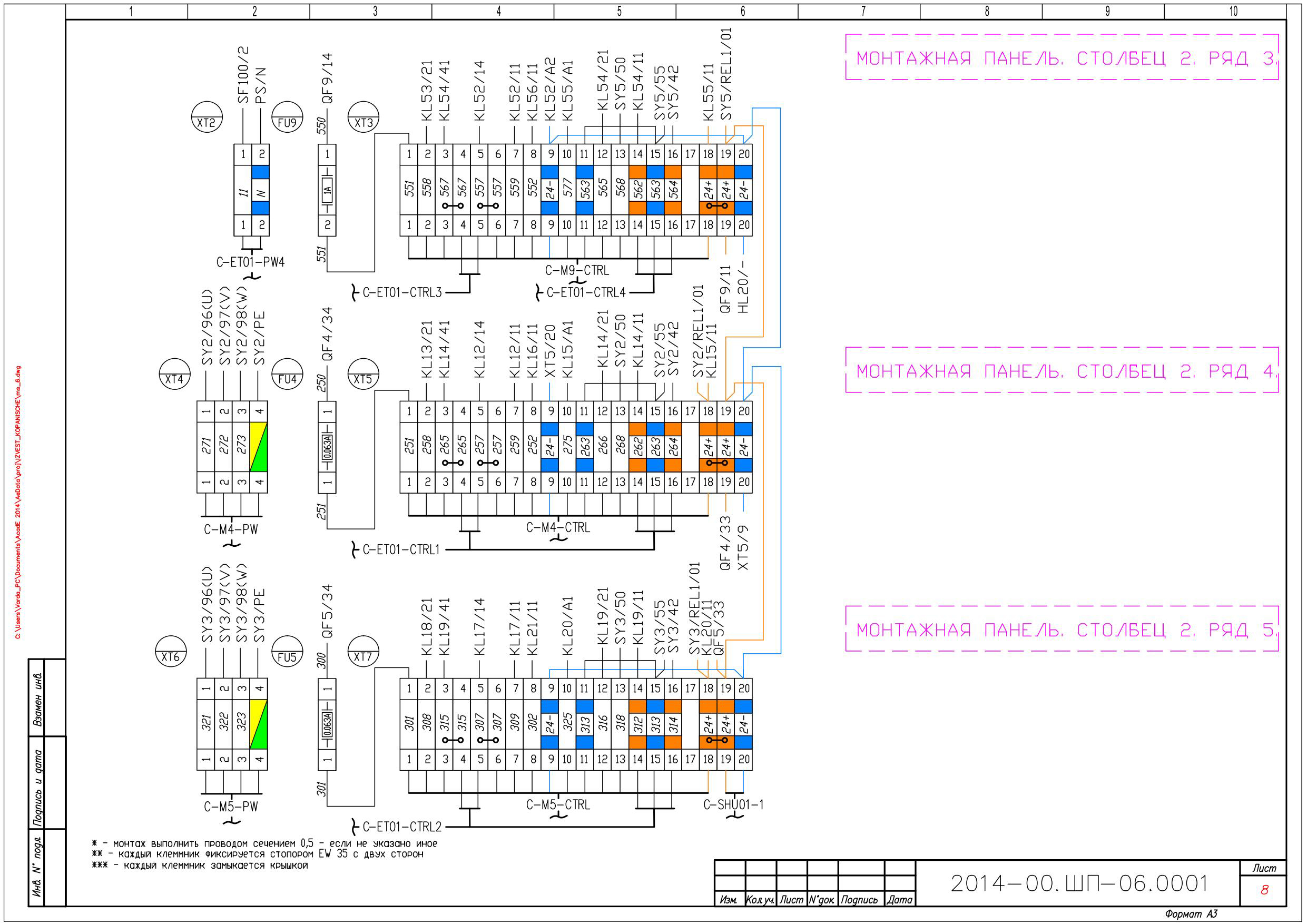
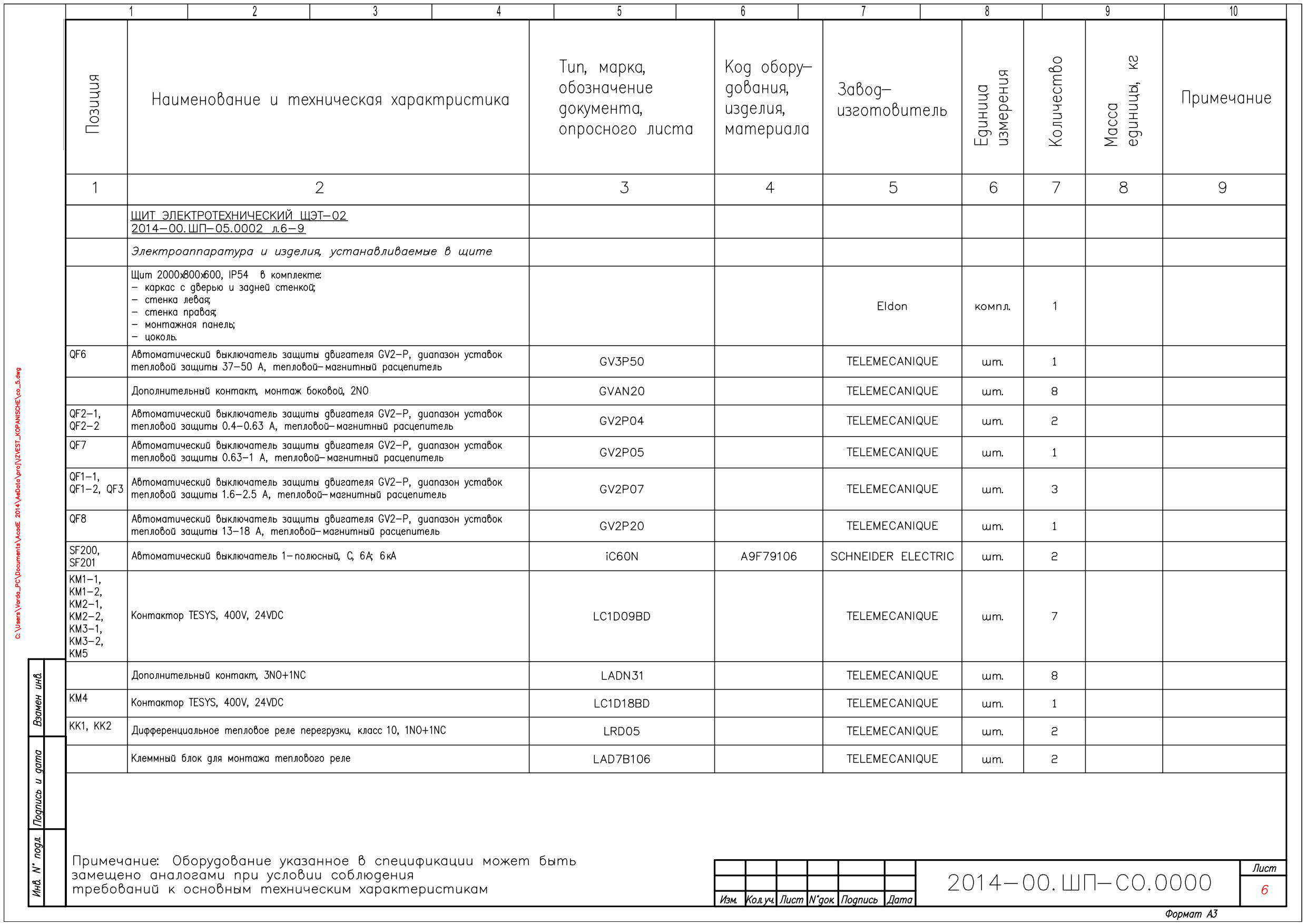
3.2. Щити електротехнічні ЩЕТ-01 і ЩЕТ-02.
Електротехнічні ЩЕТ-01 і ЩЕТ-02 виконують функції:
– введення і розподілу електроенергії для всього комплексу засобів АСУ ТП;
– живлення та захист приводів механізмів;
– ланцюги управління, контролю і сигналізації дозування і транспортування шихти, завантаження і вивантаження печі, димососа печі;
– сигналізація спрацьовування аварійного відключення приводів механізмів за допомогою світлосигнальної арматури на фасаді щита.
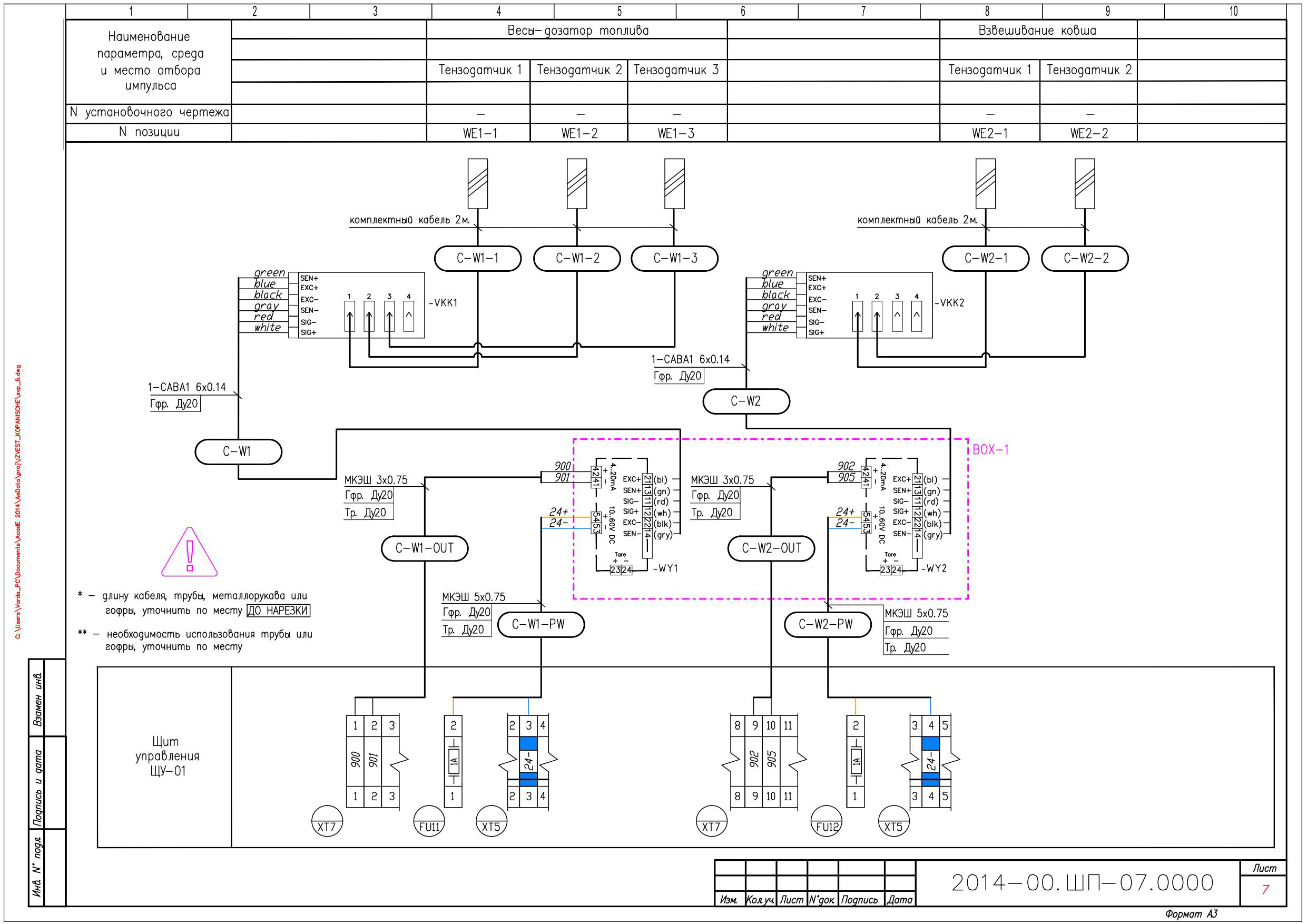
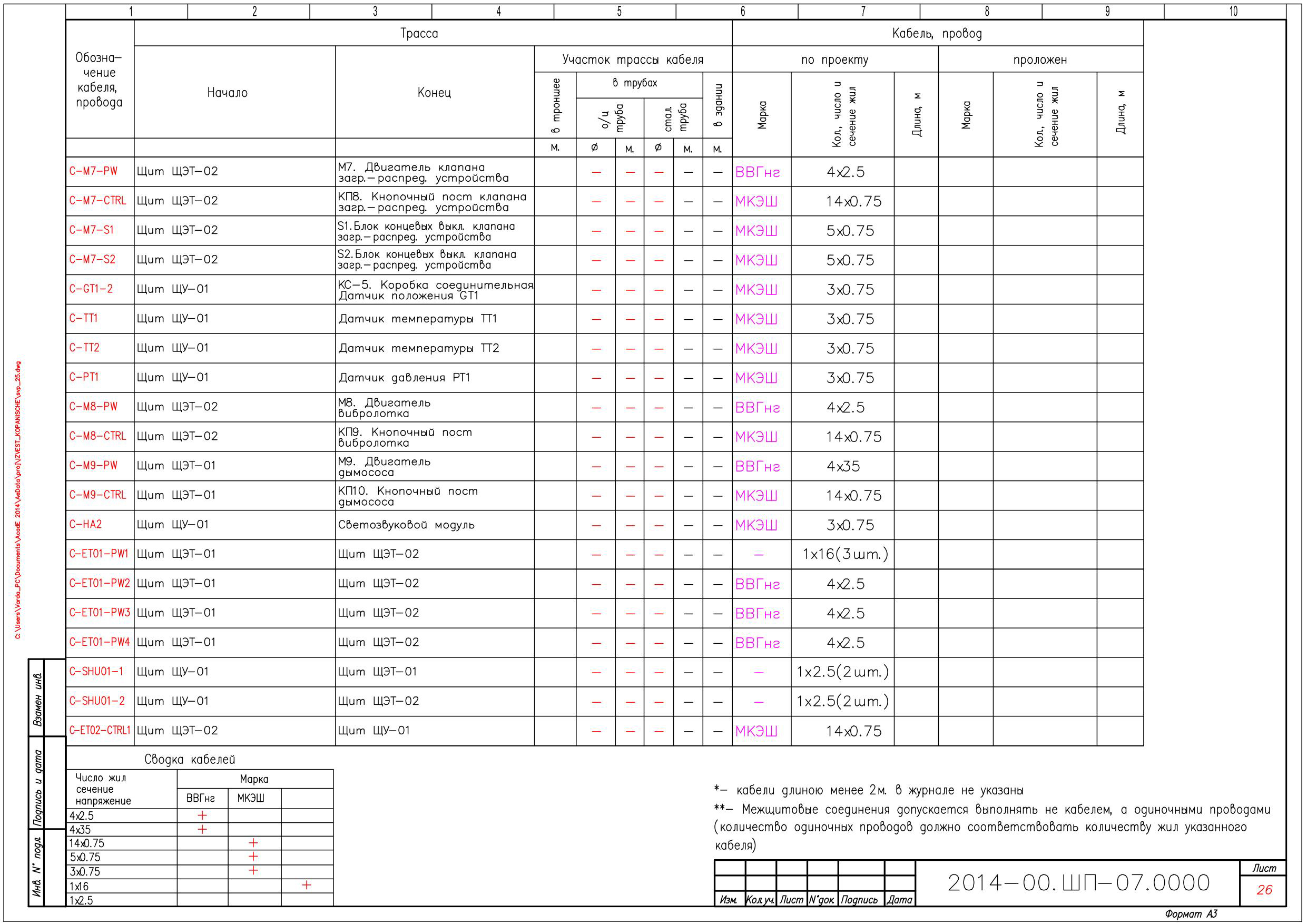
3.3. Зовнішні кола.
Монтаж зовнішніх силових ланцюгів виконаний кабелем з мідними жилами, з ізоляцією і оболонкою з полівінілхлоридного пластикату зниженої пожежної небезпеки – ВВГнг, типорозмірами 4х2.5, 4х10, 4х35.
Монтаж зовнішніх кіл сигналізації, контрольних та ланцюгів управління виконаний монтажним кабелем з мідними жилами в загальному екрані – МКЕШ, типорозмірами 3х0.75, 5х0.75, 14х0.75.
Для виконання трас використовувався оцинкований закритий короб. Гнучкі переходи виконані армованою гофротрубою, а спеціальні кабельні вводи забезпечили герметичний підвід кабелю до кнопкових постів, розподільних коробок, датчиків, щитів.
3.4. Використані в проекті бренди обладнання.
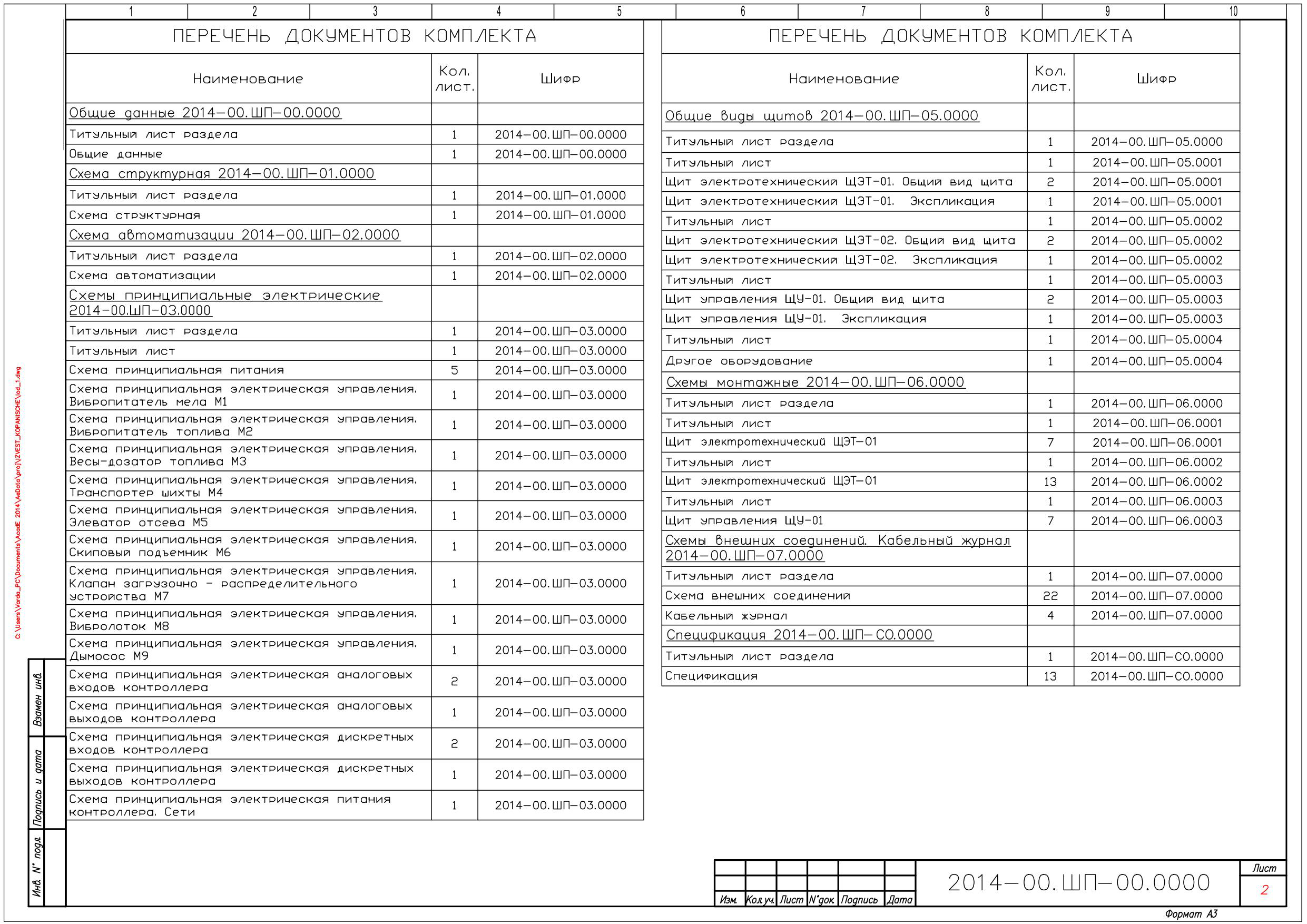
 4. Проектна документація.
4. Проектна документація.
Перелік проектної документації виконаної в рамках проекту і приклади виконання:
5. Фото з об’єкту.